Thiết kế dây chuyền sản xuất ống Inox, lập quy trình gia công chi tiết trục




Mô tả đồ án: Gồm các file như ảnh trên bao gồm tất cả các file 3D, xuất bản vẽ ra PDF, CAD, video mô phỏng cấu tạo + nguyên lý hoạt động+ THuyết minh
Giá: 450.000vnđ – Mã số: doantotnghiep.me_CTM0000059
Tải đồ án
LỜI NÓI ĐẦU
Trong sự nghiệp xây dựng và phát triển đất nước, đối với ngành công nghiệp của chúng ta hiện nay thì ngành công nghiệp chế tạo đã có vị trí quan trọng trong xã hội góp phần vào chủ trương công nghiệp hoá hiện đại hoá đất nước, nhiệm vụ hàng đầu là phải xây dựng cơ sở hạ tầng sản xuất, trong đó có các nhà máy cán cuốn ống , để có thể đáp ứng nhu cầu sử dụng trang trí nội ngoại thất trong xây dựng và thay thế dần việc sử dụng hàng gỗ mộc, nhằm hạn chế nạn phá rừng gây ảnh hưởng đến môi trường sinh thái
Sau thời gian tìm hiểu và làm quen dây chuyền sản xuất ống Inox tại công ty ôtô và thiết bị điện Đà Nẵng.
Được sự hướng dẫn tận tình của thầy giáo Lưu Đức Hòa, và các thầy cô trong khoa và cáầnh chị kỹ sư đi trước đã tạo điều kiện thuận lợi giúp em trong quá trình hoàn thành đề tài tốt nghiệp “Thiết kế dây chuyền sản xuất ống Inox “ một cách tốt nhất
Tuy nhiên do khả năng và kinh nghiệm còn hạn chế nên trong quá trình thực hiện không thể tránh khỏi sai sót, kính mong sự góp ý và sự chỉ dẫn của các thầy cô giáo, các anh chị kỹ sư cùng các bạn sinh viên.
Cuối cùng em xin thành thật cảm ơn thầy Lưu Đức Hòa đã dành nhiều thời gian giúp đỡ, các thầy cô giao trong nhà trường đã dạy em năm năm qua, các anh chị kỹ sư đi trước cùng các bạn sinh viên trong khoa đã có nhiều ý kiến đóng góp để em hoàn thành đề tài này.
Đà nẵng, ngày …..tháng…..năm
Sinh viên thực hiện
Trần Đình Thông
CHƯƠNG 1: CƠ SỞ LÝ THUYẾT VỀ BIẾN DẠNG KIM LOẠI – GIA CÔNG ÁP LỰC .
1.1 Khái niệm về biến dạng của kim loại :
Dưới tác dụng của ngoại lực, kim loại sẽ biến dạng theo ba giai đoạn nối tiếp nhau biến dạng đàn hồi, biến dạng dẻo, biến dạng phá huỷ .
1.1.1 Biến dạng đàn hồi :
Là biến dạng khi thôi tác dụng lực vật trở về hình dạng ban đầu. Khi tăng tải trọng (tải trọng tác dụng nhỏ hơn Pp)thì biến dạng kim loại l tăng theo tỷ lệ bật nhất với ứng suất, là quan hệ tuyến tính theo định luật Hook. Trên đồ thị là đoạn OP.
1.1.2 Biến dạng dẻo :
Là biến dạng sau khi thôi tác dụng lực biến dạng vẫn tồn tại, nó tương ứng với giai đoạn chảy của kim loại. Biến dạng dẻo xảy ra khi ứng suất của lực tác dụng lớn hơn giới hạn đàn hồi khi tải trọng từ Pp – Pb thì độ biến dạng dẻo kèm theo biến dạng đàn hồi trên đồ thị đoạn Pb.
1.1.3 Biến dạng phá huỷ :
Khi ứng suất của tác dụng đạt đến giá trị lớn nhất Pb (lớn hơn độ bền của kim loại ) thì trong kim loại bắt đầu suất hiện vết nứt tại đó ứng suất tăng nhanh gây nên ứng suất tập trung, kích thước vết nứt tăng lên cuối cùng là phá huỷ kim loại (điểm C trên đồ thị ).
1.2 Biến dạng đàn hồi :
Khi chịu tải trọng vật liệu sinh ra một lực cân bằng với ngoại lực. Ứng suất là phản lực tính đến 1 Đơn vị diện tích. Ứng suất vuông góc với mặt chịu lực. Gọi là ứng suất pháp gây ra biến dạng , ứng suất tiếp gây ra xê dịch. Trong mặt kim loại chịu lực áp suất pháp (áp lực) làm biến đổi thể tích .
Biến dạng đàn hồi có thể do ứng suất pháp hoặc ứng suất tiếp gây ra theo như sơ đồ sau :
a. Trước khi biến dạng
b. Biến dạng đàn hồi do ứng suất tiếp .
c. Sau biến dạng .
Đối với nhiều vật liệu, quan hệ giữa ứng suất và biến dạng đàn hồi được mô tả bằng định luật hooke theo phương trình cơ sở lý thuyết đàn hồi :
= E . (cho kéo nén )
= G . (cho xê dịch)
Trong đó :
E là mô đun đàn hồi
G là độ xe dịch
Và P =k. cho phép 3 chiều
R =
– Đối với đa số vật liệu thì ta có = 0,3
– Như vậy biến dạng đàn hồi của kim loại có thể hiểu là các nguyên nhân trong mạng tinh thể tác động qua lại bằng lực hút và lực đẩy. Bình thường nếu khoảng cách giữa các nguyên tử bằng bán kính của nguyên tử r0 thì các nguyên tử hút nhau. Còn khi có ngoại lực tác dụng thì các nguyên tử hút với nhau. Còn khi có ngoại lực tác dụng thì mạng tinh thể lại dịch làm cho khoảng cách của các nguyên tử khác r0 thì lúc này xuất hiện các lực tương hỗ giữa các nguyên tử về vị trí cân bằng .
1.3 Biến dạng dẻo :
1.3.1 Biến dạng dẻo của đơn tinh thể :
Trong đơn tinh thể kim loại các nguyên tử xắp sếp theo 1 trật tự xác định , mỗi nguyên tử luôn dao động quanh 1 vị trí cân bằng của nó. Khi ứng suất sinh ra trong kim loại vượt quá giá trị đàn hồi, kim loại lại biến dạng dẻo nguyên nhân là do sự trược song tinh .
a/ Sự trượt:
– Một phần đơn tinh thể dịch chuyển song song với phần còn lại theo 1 mặt phăng nhất định , mặt phẳng này gọi là mặt phẳng trượt .
– Khi trượt, trên mặt trượt mối liên kết giữa các nguyên tử ở về 2 phía mặt trượt bị đứt, nhưng lại tạo với nguyên tử đối diện ở vị trí mới mối liên kết mới. Các nguyên tử kim loại dịch chuyển tương đối với nhau đúng bằng số nguyên lần thông số mạng .
– Rõ ràng mặt và phương xảy ra sự trượt phải có liên kết giưa các mặt trượt vơí nhau phải yếu hơn. Các mặt phương thoã mãn ĐK này là các mặt phương có mật độ nguyên tử lớn nhất, là các mặt phương cơ bản.
– Nếu như trong mạng tinh thể luôn có lệch thì chúng luôn luôn là nơi xuất phát của các quá trình trượt, sự trượt tác động đến các nguyên tử ở trên mặt trượt một cách nối tiếp cho nên ở mỗi thời điểm có một số lượng hạn chế các nguyên tử tham gia quá trình trượt .
b/Song tinh:
– Một phần tinh thể vừa trượt vừa quay đến một vị trí mơi, đối xứng với phần còn lại qua một mặt phẳng gọi là mặt song tinh. Các nguyên tử kim loại trên mỗi mặt di chuyển 1 khoảng tỷ lệ với khoảng cách đến mặt song tinh .
– Trong những điều kiện thường của biến dạng dẻo, song tinh không không có vai trò đáng kể nhưng sẽ tăng lên khi giảm nhiệt độ hoặc tăng tốc độ biến dạng .
– Ví dụ: đơn tinh thể Cd có ứng suát trượt thực tế là 0,3 – 0,7 N/mm2 còn gây ra song tinh phải tới 4,22 – 3,34 N/mm2 .
– Nghiên cứu về lý thuyết và thực nghiệp cho thấy. Biến dạng dẻo songtinh gây ra rất bé, nhưng khi có song tinh trượt sẽ xảy ra nhanh hơn .
1.32.Biến dạng dẻo của đa tinh thể :
Kim loại và hợp kim là tập hợp của nhiều đơn tinh thể (hạt tinh thể ). Cấu trúc của chúng được gọi là cấu trúc đa tinh thể . Trong đa tinh thể biến dạng dẻo có hai dạng : biến dạng trong nội bộ hạt và biến dạng vùng tinh giới hạt
Biến dạng ở vùng tinh giới hạt có các đặc điểm sau :
+ Do các định hướng khác nhau nên khi tác dụng tải trọng đa tinh thể , các hạt sẽ biến dạng khác nhau . Hạt nào có mạng định hướng thuận lợi cho trượt sẽ bị biến dạng dẻo trước với ứng suất tương đối nhỏ , ngược lại hạt có phương mạng không thuận lợi cho trượt và biến dạng sau với ứng suất lớn hoặc không biến dạng .Theo các nghiên cứu cho thấy : Những hạt các mặt trượt tạo với các hướng của ứng suất chính là một góc xấp xỉ 450 , sẽ xảy ra biến dạng một cách thuận lợi nhất ứng với ứng suất bé nhất . Giữa các hạt có độ biến dạng không đều .
Các hạt trong đa tinh thể không độc lập mà gắn bó với nhau do đo sự biến dạng dẻo của mỗi hạt luôn luôn có ảnh hưởng dén hạt bên cạnh và chúng bị cản trở do vậy các hạt trong đa tinh thể có thể bị trượt ngay trong nhiều hệ trượt khác nhau .và xảy ra đồng thời sự quang của các mặt và các phương trượt .
Vùng biên giới các hạt có sự xắp xếp không trật tự , do đó sự trượt khó phát triển ở đây , vì không hình thành mặt trượt và phương trượt .Trong kim loại đa tinh thể , khó có thể tuộc liên tục từ hạt này sang hạt khác .
Từ những đặc điểm trên ta rút ra kết luận : lám nhỏ hạt kim loại không những tăng độ bền mà cả độ dẻo của kim loại và hợp kim .
Quá trình biến đạng ở da tinh thể chủ yếu do các hạt xảy ra trượt và quay tương đối với nhau .Do trượt và quay của hạt , trong các hạt lại xuất hiện các mặt trượt thuận lợi mới giúp biến dạng trong kim loại tiếp tục phát hiện .
1.4 Phá huỷ :
Quá trình biến dạng tăng dần với một mức độ nào đó trong kim loại sẽ phá huỷ .Đây là một dạng hỏng nghiêm trọng mà không thể khắc phục được cơ chế của quá trình phá huỷ : Đầu tiên hình thành và phát triển vết nứt từ kích thước siêu vi mô , vi mô đến vĩ mô .
1.4.1Phá huỷ trong điều kiện tải trọng tĩnh:
Phá huỷ có thể kèm theo biến dạng dẻo ở mức độ tương đối gọi là phá huỷ dẻo .phá huỷ dẻo xảy ra với tốc độ nhỏ cần nhiều lực nên ít nguy hiểm .
Điêu kiện để phá huỷ dẻo xảy ra là biến dạng dẻo và trạng thái ứng suất kéo 3 chiều trong vùng có thắt cục bộ.
Phá huỷ hầu như không có biến dạng dẻo vĩ mô kéo theo xảy ra tức thời nên khá nguy hiểm .Bề mặt ngoài đứt khi phá huỷ thường vuông góc với ứng suất pháp lớn nhất như mặt vi mô thì có thể là theo mặt phẳng tinh thể xác định với mặt dòn, ở bên trongmọi hoạt hạt .
Các yếu tố ảnh hưởng đến sự phá huỷ là nhiệt độ, tốc đô, biến dạng và tập trung ứng suất .
Ưng suất cần thiết để phát triển vết mứt :
Trong đó :
E : môdun đàn hồi .
C: kích thích đặc trưng vết nứt ban đầu .
sức căng bề mặt .
1.4.2 Phá huỷ trong điều kiện tải trọng thay đổi theo chu kỳ :
Cơ chế phá huỷ cũng xảy ra bằng cách tạo thành và phát triển vết nứt .
Sự phá huỷ mỏi phụ thuộc vào các yếu tố : ứng suất tác dụng số chu kỳ tác dụng của tải trọng , yếu tố tập trung ứng suất .
1.4.3 phá huỷ ở nhiệt độ cao :
Sự tạo nên vết nứt dẻo có thể theo cơ chế sau : các hạt trượt lên nhau theo biên giới có tập trung ứng suất tạo nên vết nứt .
1.5 Các ảnh hưởng của biến dạng dẻo đến tính chất của kim loại , hợp kim :
1.5.1 sau biến dạng dẻo trong kim loại tồn tại có ứng suất dư có hai loại :
– ứng suất dư tế vi (loại II,III)
– ứng suất dư thô đại (loại I).
a/ ứng suất dư tế vi : Là loại ứng suất tồn tại trong kim loại sau khi bỏ tải trọng biến dạng và được cân bằng trong phạm vi từng phần nhỏ của hạt hay trong từng hạt. Người ta đánh giá ứng suất tố vi qua độ xê dịch trung bình của thông số mạng hoặc khoảng cách giữa các mặt . Giá trị của úng suất dư tố vi bằng tích số của độ xê dịch trung bình với môđun đàn hồi.
Nguyên nhân sự tồn tại ứng suất tế vi : Do biến dạng dẻo xảy ra không đồng đều giữa các hạt , do hình thành các mặt trượt , tạo nên biến dạng càng lớn ,ứng suất tế vi càng lớn . Ứng suất dư tế vi gắn liền với xô lệch mạng có tác dụng cản trở chuyển động của lệch do làm độ tăng bền
b/Ứng suất dư thô đại : là loại ứng suất tồn tại trong cả thể tích kim loại hay ở giữa các phần, sinh ra do biến dạng không đồng đều trên toàn tiết diện. Nói chung ứng suất thô đại là không có lợi, nó có thể là một trong những nguyên nhân gây ra phá huỷ kim loại . Tuy nhiên trong một số trường hợp, người ta cố tình tạo raứng suất dư thô dại theo một quy luật nào đó để tăng khả năng làm việc của chi tiết kim loại , như tạo ra bề mặt ứng suất nén dư bằng cách lăn ép , phun bi…… để làm rang khả giới hạn mõi
1.5.2. Biến dạng dẻo làm biến đổi cơ tính kim loại :
Biến dạng dẻo lằm biến đổi cơ tính kim loại theo hướng tăng bền hay còn gọi là hoá bền ( biến cứng) , làm tăng giới hạn bền , giới hạn chảy , giới hạn đàn hồi , độ cứng , nhưng làm giảm độ dẻo , độ dai .
Nguyên nhân : Là do biến dạng dẻo có thể làm tăng độ cứng và giới hạn bền khoảng 1,5÷ 3 lần . Sự bền hoá ( hoá cứng ) là phương pháp tốt , có phần đơn giản để làm tăng độ bền , độ cứng của kim loại . Tuy nhiên , sự bền cứng ảnh hưởng xấu đến công nghệ : tính gia công cắt và biến dạng dẻo
1.5.3. Biến dạng dẻo làm biến đổi lý tính , hoá tính của kim loại
Biến dạng dẻo làm tăng xô lệch mạng, làm nhỏ hạt. Các yếu tố này làm giảm tính dẫn điện ( tăng điện trở) , giảm tính dẫn nhiệt , độ thấm từ , cảm ứng từ dư.
Khối lượng riêng kim loại sau biến dạng dẻo có thể tăng lên do bẹp các lỗ khí, rỗ co.
Kim loại đã qua biến dạng dẻo có hoạt tính hoá học cao hơn trong các phản ứng hoá học , dễ bị ăn mòn .
1.6. Các yếu tố ảnh hưởng đến tính dẻo và biến dạng dẻo của kim loại :
Tính dẻo của kim loại là khả năng biến dạng dẻo của kim loại dưới tác dụng của ngoại lực mà không bị phá huỷ . Tính dẻo của kim loại phụ thuộc vào hàng loạt nhân tố khác nhau như : Trạng thái ứng suất , ứng suất dư , thành phần hoá học và tổ chức kim loại , t0 …
1.6.1.Anh hưởng của trạng thái ứng suất :
Trạng thái ứng suất chính củng ảnh hưởng đáng kể đến tính dẻo của kim loại . Qua thực nghiệm cho thấy kim loại chịu ứng suất nén khối có tính dẻo cao hơn khi chịu ứng suất nén mặt, nén đường hoặc chịu ứng suất kéo
1.6.2 Anh hưởng của ứng suất dư :
Khi kim loại bị biến dạng nhiều , tồn tại ứng suất dư lớn bên trong vật thể sẽ làm tính dẻo của kim loại giảm mạnh ( biến cứng ) và giảm độ bền , độ dai . Nếu ứng suất dư lớn có thể làm vật biến dạng hoặc phá huỷ
Khi nung nóng kim loại đạt nhiệt độ từ 0,25÷ 0,3 Tr (nhiệt độ nóng chảy ) ứng suất dư và xô lệch mạng giảm làm tính dẻo của kim loại phục hồi trở lại .
1.6.3 Anh hưởng của thành phần hoá học và tổ chức kim loại :
Thành phần hoá học có ảnh hưởng đến tính dư và biến dạng của kim loại. Nó quyết định bởi nguyên tố cơ bản, nguyên tố hợp kim và tạp chất .
Đối với nguyên tố cơ bản. Tạo nên tổ chức cơ sở để quyết định tính dư và biến dạng dẻo của kim loại và hợp kim. Nguyên tố hợp kim tạp với kim loại cơ sở những liên kết kim loại có tổ chức phưc tạp làm cho kim loại rất cứng và giòn, đồng thời nó làm xê lệch mạng, làm cản trở quá trình trượt dẫn đến kim loại cũng làm ảnh hưởng lớn đến tính dẻo của nó .
1.6.4 Anh hưởng của nhiệt độ :
Tính dẻo của kim loại phụ thuộc rất lớn vào nhiệt độ. Khi kim loại ở nhiệt độ cao thì các phần tử bị dao nhiệt làm suy giảm lực liên kết giữa các phần tử, do đó làm tăng tính dẻo cuảc kim loại. Đồng thời dao đông nhiệt có khả năng đưa các phần tử từ trạng thái mất cân bằng về trạng thái cân bằng, do đó làm giảm sự xê dịch khử biến cứng và tăng tính dẻo
1.6.5 Anh hưởng của tốc độ biến dạng :
Tăng tốc độ biến dạng thì làm giảm tính dư của kim loại. Nếu tốc độ của quá trình biến cứng khi biến dạng lớn hơn tốc độ của quá trình khử biến cứng.
Ngoài ra tốc độc của biến dạng tăng còn làm sinh nhiều nhiệt, hiệu ứng nhiệt làm ch kim loại đạt tới nhiệt độ mà tại đó tính dẻo thấp, còn làm tăng cứng lớn hơn tốc độ biến cứng. Do hiệu ứng nhiệt mà nhiệt độ của kim loại tăng dần lên làm cho kim loại chuyển từ vùng dòn sang vùng dẻo
1.6.6 Anh hưởng của ma sát ngoài:
Ma sát ngoài làm thay đổi hình thức lực do đó làm thay đổi trạng thái ứng suất chính của vật thể. Ngoài ra ma sát ngoài còn cản trở biến dạng tự do của vật thể, làm cho vật thển biến dạng không đồng đều làm tăng lực và công biến dạng. Cản trở sự di chuyển của kim loại trong khuôn rèn và dập thể tích do đó vật có khả năng làm giảm việc điền đày khuôn.
1.7. Trạng thái ứng suất và phương trình dẻo :
Giả sử trong vật thể hòan tòan không có ứng suất tiếp thì vật thể có ba dạng ứng suất chính sau :
– Ứng suất đường :
– Ứng suất mặt :
– Ứng suất khối :
a. Ứng suất đơn .
b. Ứng suất phẳng
c. Ứng suất khối.
Trong gia công áp lực thì thường gặp các trạng thái : Ứng suất khối.
– Khi chịu ứng suất khối :
– Khi chịu ứng suất mặt :
– Khi kim loại chịu ứng suất đường: max=
Nếu 1 = 2 = 3 thì = 0 và không có biến dạng
Điều kiện biến dạng dẻo : max giớihạn.
– Khi kim loại chịu ứng suất đường thì trạng thái biến dạng dẻo là :
max=
– Khi chịu ứng suất mặt thì trạng thái biến dạng dẻo là : =
– Khi chịu ứng suất khối thì trạng thái biến dạng dẻo là :
.
Các phương trình trên gọi là phương trình dẻo.
Biến dạng dẻo chỉ bắt đầu sau biến dạng đàn hồi. Thế năng của biến dạng đàn hồi ở đây
A = A0 + Ah (1.1)
Trong đó :
A0 – thế năng để thay đổi thể tích vật thể.
Ah – thế năng để thay đổi hình dáng vật thể.
Trong trạng thái ứng suất khối , thế năng biến dạng đàn hồi theo định luật HOOK xác định
A= (11+22+33)/3. (1.2)
Như vậy, biến dạng tương đối theo định luật Húc :
1=
2= (1.3)
3=
Theo (1) thế năng toàn bộ của biến dạng được biểu thị :
A= (1.4)
Lượng tăng tương đối thể tích của vật trong biến dạng đàn hồi bằng tổng biến dạng trong ba hướng vuông góc.
(4)
Ở đây : hệ số Pyacon tính đến vật liệu biến dạng.
E : Mođun đàn hồi của vật liệu.
Thế năng làm thay đổi thể tích bằng :
A0= (5)
Thế năng đế thay đổi hình dạng vật thể :
Ah=A-A0=(1.7)
Vậy thế năng đơn vị để biến hình khi biến dạng đường sẽ là :
Ah= (1.8)
suy ra : (1.9)
Đây gọi là phương trình dẻo.
Khi cán kim loại tấm kim loai biến dạng ngang không đáng kể :
Theo (3) ta có : 2 = (1.10).
Khi biến dạng dẻo không tính đến đàn hồi , thể tích vật thể không đổi : vậy v =0
Theo (1.6) ta có :
= 0 .
= 0 thì ,5 (1.11)
Theo (1.10) và (1.11) ta có :
Ta có thể viết phương trình dẻo như sau :
= 1,15 (1.13).
Trong trượt tinh , khi , trên mặt phẳng nghiêng , ứng suất pháp bằng không ứng suất tiếp khi = 45 độ .
(1.14).
So sánh với (1.13) khi .
= k = 0,58 ch
gọi là hằng số dẻo ở trạng thái ứng suất khối phương trình dẻo có thể viết
= 1,15 (1.16).
-Phương trình dẻo (1.16) rất quan trọng để giải các bài toán gia công biến dạng . Tính đến hướng của các ứng suất , phương trình dẻo : (1.16) được viết lại :
(1.17).
1.8 Khái quát các dạng cơ bản của gia công kim loại bằng áp lực :
1.8.1 Khái niêm :
-Gia công KL bằng áp lực là phương pháp cơ bản chế tạo các chi tiết máy và sản phẩm là kim loại thay thế phương pháp đúc và cắt gọt kim loại .
– gia công kim loại bằng áp lực thực hiện bằng cách dùng ngoại lực. Tác dung lên kim loại , ở trạng thái nóng hoặc nguội làm cho kim loại đạt đến quá giới hạn đàn hồi , kết quả sẽ thay đổi hình dáng của vật thể kim loại và không phá huỷ tính liên tục và độ bền của chúng .
Đặc điểm của phương pháp gia công bằng áp lực là : Kim loại gia công ở thể rắn , sau khi gia công xong không những thay đổi về hình dáng mà còn thay đổi về cơ lý hôa tính của kim loại như : Kim loại mịn hơn , hoạt động đều thay đổi tổ chức thớ , khử được các khuyết tật rổ khí do đúc gây nên , nâng cao cơ tính và tuổi bền của chi tiết .
1.8.2 Một số định luật áp dụng trong gia công biến dạng :
a/ Định luật biến dạng đàn hồi tồn tại trong gia công biến dạng :
Khi biến dạng dẻo kim loại, đồng thời với biến dạng dẻo có xảy ra biến dạng đàn
hồi. Quan hệ giữa lực và biến dạng khi biến dạng đàn hồi tuân theo qui luật Huc khi biến dạng kích thước của kim loại so với kích thước sau khi biến dạng khác nhau . nê n kích thước chi tiết sau khi gia công xong khác vớilỗ hình trong khuôn .
b/.Định luật ứng suất dư:
Trong quá trình biến dạng dẻo kim loại vì ảnh hưởng của các nhân tố như nhiệt độ không đều , tổ chức kim loại không đều , lực biến dạng phân bố không đều , ma sát ngoài .. đều làm cho kim loại sinh ứng suất dư , Trong bất cứ một kim loại biến dạng nào cũng được sinh ra một ứng suất dư cân bằng nhau”
c/.Định luật thể tích không đổi:
Thê tích của vật thể trước và sau khi cán không biến dạng
H.B.L = h.b.l
Từ đây: ln+ ln+ ln=0
Suy ra:1+2+3=0
Từ các công thức trên kết luận :
Khi tồn tại bằng ứng biến chính thì dấu của ứng biến phải trái dấu với hai ứng biến kia và có trị số bằng tổng hai ứng biến kia, và trị số bằng tổng hai ứng suất kia
Khi có một ứng biến chính bằng 0 , hai ứng biến chính còn lại phải ngược dấu và giá trị truệt đối của chúng phải bằng nhau .
d/.Định luật trở lực bé nhất:
Trong quá trình biến dạng các chất điểm của vật thể sẽ di chuyển theo phương nào có trở lực bé nhất. Khi có ma sát ngoài trên các hướng của mặt tiếp xúc đều nhau thì một điểm nào đó trong vật thể biến dạng sẽ di chuyển theo hướng có pháp tuyên nhỏ nhất .Khi lượng biến dạng càng lớn thì tiết diện sẽ chuyển dần sang hình tròn làm cho chu vi của vật nhỏ nhất.
1.8.3 Cán kim loại :
* Đặc điểm :
Cán là phương pháp gia công áp lực trong đó kim loại được biến dạng qua khe hở giữa hai trục cán quay ngược chiều nhau . Hình dáng kích thước khe hở giữa hai trục cán quyết định hình dáng kích thước tiết diện ngang của sản phẩm . Qua qúa trình chuyển động của kim loại qua khe hở giữa trục cán là nhờ ma sát sinh ra giữa hai trục cán và kim loại cần gia công .
Khi cán chiều dài , chiều rộng của sản phẩm tăng lên , chiều cao giảm . Để đánh gia mức độ người ta dùng hệ số kéo dài .
Trong đó F0 .L0 Diện tích và tiết diện và chiều dài phôi trước khi cán
F1 .L1 Diện tích và tiết diện và chiều dài phôi sau khi cán .
Tỷ số này thường gặp :
= 12
Sơ đồ cán:
1,2. Trục cán .
3. Sản phẩm .
Lượng ép tương đối :
Lượng ép tương đối (h)
h = (h1-h2 ) = D(1- cos )(mm).
h1 , h2 chiều cao trước và sau khi cán
D đường kính trục .
góc cán .
– sản phẩm chia làm 4 loại (loại tấm , loại hình , ống , đặc biệt ).
– Loại tấm gồm các tấm mỏng , chiều dày từ 0,2 – 3,75 mm .loại tấm dày : 4 – 60 mm , loại cuộn dày từ (0,2 – 2 ) mm.
– Loại hình : bao gồm các loại có tiết diện đơn giản : vuông , tròn , chữ nhật , lục giác . .
– Loại ống : bao gồm các mối hàn và các loại ống không có mối hàn .
– Loại dặc biệt : loại này được dùng trong ngành đặc biệt như chế tạo ôtô , tàu thuỷ , máy bay
CHƯƠNG II
GIỚI THIỆU VỀ CÁC PHƯƠNG PHÁP HÀN ỐNG INOX
2.1 Giới thiệu về Inox :
2.1.1 Giới thiệu về sản phẩm inox :
– Với sự phát triển của nền kinh tế trong nước . Nhu cầu sử dụng của người dân càng ngày càng đòi hỏi các mặt hàng không những đảm bảo chất lượng độ bền , chịu nhiệt độ tin cậy mà còn phải mang tính thẩm mỹ cao . Ống inox là sản phẩm có thể đáp ứng yêu cầu đó .
– Hiện nay ống Inox có nhu cầu cao trong việc xây dựng phát triển cơ sở hạ tâng , ngoài ra ống I nox còn được sử dụng trong xản xuất phát triển các mặt hàng như : ghế , đồ dùng gia đình , đồ gia dụng sử dụng trong các cơ quan .Góp phần hạn chế gỗ mộc , hạn chế nạn phá rừng .
2.1.2 Giới thiệu các loại ống inox đang sử dụng trên thị trường :
Chiều dày ống S = 0,2 – 2 mm .
Hầu hết các dây chuyền sản xuất ống Inox đều có thể xản xuất đươc hai loại tiết diệ ống tròn và ống vuông , chữ nhật .
Đối với mỗi loại ống đều có những yêu cầu khác nhau về profin , trục cán độ bền của các trục , cơ cấu máy , công suất động cơ … Nếu thiết kế một dây chuyền sản xuất cho tất cả các loại ống thì sẽ gây lãng phí công suất của dây chuyền , lãng phí năng lượng khi vận hành máy ,giá thành sản xuất lắp đặt cao , không phù hợp với xu hướng của chuyên môn hoá sản phẩm hiện nay
Trên thực tế , người ta chia chủng loại ống ra làm 3 loại : vừa , nhỏ , lớn . Ứng với mỗi loại ống , kích thước ống chế tạo một dây chuyền sản xuất tương ứng dễ khắc phục những nhược điểm trên
a/ Nhóm gồm sản phẩm có kích thước nhỏ :
Ống tròn : 10 , 12 , 16 , 19 .
Ống vuông 12,712,7
b/ Nhóm gồm sản phẩm có kích thước vừa :
Ống tròn : 25 , 33 , 38 , 47, 50 .
Ống vuông 1313 ,2020 ,2525 ,2653
c/ Nhóm gồm sản phẩm có kích thước lớn :
Ống tròn : 63 , 76 .
Ống vuông 3366 .
2.1.3 Giới thiệu các loại Inox thường gặp :
Inox là tên thường gọi của các loại thép không gỉ , là các loại thép có tính chống ăn mòn cao trong khí quyển và môi trường ăn mòn khác . Trong thực tế mỗi loại thép không gỉ chỉ có tính chống ăn mòn cao trong một số môi trường nhất định và ngay trong môi trường đó vẫn bị ăn mòn nhưng với tốc độ nhỏ và xem là không gỉ .
a/ Sự ăn mòn kim loại
-Ăn mòn kim loại là sự phá huỷ bề mặt kim loại do tác dụng của các môi trường xung quanh có hai loại ăn mòn : ăn mòn hoá học và ăn mòn điện hoá
+ Ăn mòn hoá học : là sự phá huỷ bề mặt kim loại do tác dụng hoá học trực tiếp giữa kim loại và môi trường xung quanh , không phát sinh ra dòng điện .Loại ăn mòn náy chỉ xảy ra trong môi trường không điện môi , ít gặp trong thực tế .
+ Ăn mòn Điện hoá : xảy ra với đặc điểm có phát sinh dòng điện kim loại bị gỉ , hỏng trong các môi trường không khí Axic , bazơ , dung dịch muối .Thép bị ăn mòn điện hoá có tổ chức nhiều pha và các pha này có điện thế cực khac nhau tạo thành dòng điện .pha có điện cực thấp sẽ bị hoà tan vào trong nước .
– Vậy thép không gỉ là những loại thép phải thoả mãn các điều kiện sau :
+ Thép tổ chức một pha thành nhiều thành phần đồng nhất .
+ Thép có các nguên tố hợp kim theo định lượng nhất định làm cho điện thế của 2 điện cực của 2 pha ferit và xementic chênh lệch nhau ít .
bảng 2.1
Số hiệu Thành phần các nguyên tố % Ủ
C Cr Ni Ti Mn Si P S b
Không quá N/mm2 %
12Cr18Ni9 0,12 17-19 8-10 – 2 0,8 0,035 0,02 275 50
17Cr18Ni9 0,13- 0,21 17-19 8-10 – 2 0,8 0,035 0,02 250 55
12Cr18Ni9Ti 0,12 17-19 8-9,5 0,8 2 0,8 0,035 0,02 260 40
04Cr18Ni10 0,04 17-19 9-11 – 2 0,8 0,035 0,02 290 45
08Cr18Ni10 0,08 17-19 9-11 – 2 0,8 0,035 0,02 285 40
08Cr18Ni10Ti 0,08 17-19 9-11 0,7 2 0,8 0,035 0,02 285 40
12Cr18Ni10Ti 0,12 17-19 9-11 0,8 2 0,8 0,035 0,02 275 50
Các thép không gỉ hai pha :
Bảng 2.2
Số hiệu Loại Thànhphầnnguyêntố
% Cơ tính trạng thái
Ủ
Tôi và Ram Tôi và ram thép
C Cr bN/mm2 %
bN/mm2 % bN/mm2 %
12Cr13 Failmactenxic 0,09- 0,15 12-14 400 20 600 20 – –
20Cr13 0,16 -0,25 12-14 500 20 660 16 – –
30Cr13 0,26 -0,35 12-14 500 15 700 12 1600 3
40Cr13 Mactenxic 0,36 – 0,45 12-14 500 15 800 9 1680 3
2.2 Các phương pháp hàn ống Inox :
Dây chuyền sản xuất ống Inox cho sản lượng cao , chất lượng sản phẩm đồng đều nên các phương pháp hàn được sử dụng phải đảm bảo được mức độ bán tự động , tự động nhất định .
2.2.1 Hàn hồ quang tự động và bán tự động :
a/ Khái niệm : là phương pháp han nóng chảy mà nguồn nhiệt khi nào là hàn hồ quang điện cháy giữa hai điện cực .
– Sự cháy và duy trì ổn định của hồ quang trong quá trình hàn là do sự điều khiển tự động .
– Quá trình hàn bao gồm các bước:
+ Gây hồ quang
+ Dịch que hàn xuống vùng hàn tương ứng với mức độ chảy của que hàn nhằm duy trì sự ổn định của hồ quang
+ Dịch chuyển que hàn dể dảm bảo hàn hết chiều dài hàn . Có thẻ hiêu quá trình này như sau : que hàn đứng yên nhưng chi tiết dịch chuyển .
+ Bảo vệ hồ quang và vũng hàn khỏi bị tác dụng của môi trường không khí xung quanh .
b/ Đặc điểm :
Năng suất cao vì tốc độ ban đầu cao nên cho phép dòng điện lớn đẻ hàn .
Bảo đảm được cơ tính của mối hàn , vì hàn tự động đều thực hiện trong sự bảo vệ hồ quang .
Hệ số đắp cao tiết diện kim loại dây hàn
Tiết kiệm được năng lượng điện hệ số hữu dụng của nguồn nhiệt hồ quang cấp .
Điều kiện lao động của người công nhân thuận lợi là dễ co khí hóa và tự động hoá toàn bộ quá trình .
c/Phân loại :
Hàn hồ quang hở : trong quá trình hàn hồ quang và mối hàn có thể nhìn thấy được vì hồ quang cháy trong môi trường khí bảo vệ .
Hàn hồ quang kín : trong quá trình hàn hồ quang và mối hàn không thể nhìn thấy được vì hồ quang cháy vì mối hàn được bảo vệ bởi một lớp thuốc .
d/ Thiết bị hàn hồ quang tự động :
– Toàn bộ xe hàn có thể chạy dọc theo mối hàn là nhờ động cơ điện 1 chiều thông qua hộp giảm tốc làm quay 2 bánh xe chủ động phía sau xe hàn.
– Nguyên lý : động cơ điện xoay chiều ba pha D1 làm quay máy phát Mp fát ra dòng điện 1 chiều , hai cuộn kích từ 1,2 luôn tạo ra từ thông 1,2 có ngược chiều nhau , nhờ vậy mà chiều và tốc độ quay của động cơ điện D2 có thể điều chỉnh tự động đưa đây hàn xuống vùng hàn .
– Khi chưa có tải 1 kích thích Mp sinh ra dòng điện 1 chiều để cho động cơ D2 quay theo chiều đẩy dây hàn đi xuống .
– Lúc gây hồ quang : ứng với thời điểm dây hàn tiếp xúc với vật hàn thì giảm 1 xuống gần bằng không , đồng thời 2 tác dụng kích thích Mp sinh dòng điện 1 chiều D2 quay theo chiều ngược lại , kéo dây hàn đi lên , nhờ nguồn hàn Mh mà hồ quang sinh
Hình 2.1 Sơ đồ nguyên lý máy dơn giản hàn tự động dưới lớp thuốc
D1 : ĐỘng cơ điện xoay chiều 3 pha .
Mp : Máy phát .
D2 : Động cơ điện .
Mh Nguồn hàn .
-Điện thế hồ quang tăng dần đồng thời 1 tăng dần , đến mức nào đó 1> 2 và hiệu 1- 2 đủ để cho Mp có dòng điện làm cho động cơ D2 quay đẩy xe hàn đi xuống và đặt tốc độ bằng tốc độ dòng chảy của que hàn .
– Nếu vì một lý do nào đó làm cho chiều đài hồ quang thay đổi thì 1,2 cũng thay đổi theo dẫn đến thay dổi tốc độ D2 đảm baỏ cho hồ quang ổn định .
HÌnh 2.2 Sơ đồ hàn tự động trongmôi trường khí bảo vệ Agron
1.Máy hàn phát 6. Chỉnh lưu
2.biến trở 7. van giảm áp
3. Vôn kế 8.Bình Agron
4. Vật hàn 9.Con lăn
5. Mỏ hàn 10. Dây hàn .
– Khí Agron từ bình chứa 8 sang van giảm áp 7 , bộ phận chỉnh lưu 6, mỏ hàn 5 , luôn luôn dẫn khí vào máy phát hàn 1 nối với vật hàn 4 và dây hàn 10 , việc thay đổi dòng điện hàn được thực hiện được bằng cách thay đổi biến trở 2 , đồng hồ 3 chỉ điện áp , chuyển dịch dây hàn được thực hiện bằng con lăn 9 .
– Hàn tự động trong môi trường khí agron thường dùng để hàn kim loại có chiều dày S< 5 mm , với cường độ dòng điện hàn (30 – 400) A tiêu hao khí Agron từ
(300- 900)l/h.
– Hàn bằng khí agron bảo vệ có thể dùng điện cực nóng chảy hoặc không nóng chảy nên dùng Vônfram .
2.2.2 Hàn điện tiếp xúc đường :
a/ khái niệm :
– Hàn điện tiếp xúc là cho dòng điện có cường độ lớn chạy qua tiết diện hàn , chỗ tiếp xúc có điện trở lớn sẽ bị nung nóng tới trạng thái hàn và nhờ tác dụng của cơ học ép chúng liên kết với nhau .
– Hàn điện tiếp xúc là 1 dạng hàn điện tiếp xúc trong đó mối hàn là tổng hợp các điểm điểm hàn liên tục .
b/ Phân loại :
4.1.2 Các bộ phận chính trong dây chuyền sản xuất ống trục
a) Nguồn truyền động : Dùng động cơ điện không đồng bộ có hệ số trượt cao, được che kín quạt gió.
b) Hộp giảm tốc : Là bộ phận cần thiết trong máy cán , tất cả các máy cán dùng động cơ điện xoay chiều đều dùng hộp giảm tốc, có thể dùng một hoặc hai hộp ghép lại hoặc thêm một bộ phận chuyền đai vào các đầu ra của động cơ đầu trục vào.
– Hộp giảm tốc có nhiều kiểu và nhiều cấp khác nhau trong máy cán thép phần lớn là dùng kiểu hai cấp khai triển , cấp nhanh phân phối
c) Hộp phân cực : Dùng để phân phối moment xoắn và truyền chuyển động cho các trục cán của máy cán từ hệ thống truyền động trong bộ phận truyền lực của máy cán ta dùng Vít, bánh vit để truyền động quay cho hai trục cán
So với bánh răng côn thì trục vít , bánh vít có ưu điểm sau: Tỷ số truyền lớn , làm việc êm có khả năng tự hãm.
d) Trục nối và khớp nối
-Trong máy cán ta dùng các loại trục , khớp sau:
· Trục chính : Truyền dộng từ động cơ qua HG tối đến các hộp phân lực
· Trục truyền: chuyển động từ hộp phân lực đến các trục cán
· Khớp nối trục : Yêu cầu phải gọn , chế tạo đơn giản
e) Giá cán : bao gồm
· Thân trục cán
· Trục cán, trục đỡ trục cán
· Gối đỡ ổ đỡ trục cán
– Thân giá cán là chi tiết lớn đóng vai trò quan trọng trong toàn bộ giá cán mọi chi tiết của giá cán như: Trục cán , gối đỡ , cơ cấu điều chỉnh lượng ép và cơ cấu dẫn đồng đều được lắp đặt trên nó . Thân chia làm hai kiểu: Kiểu kín và kiểu hở
+ Kiểu kín: Là dạng hình khung ở giữa có sữa chữa để đặt giá đở trục cán, phía dưới có vấu có sẵn lỗ hỏng để lắp bulông kẹp thân máy với nền
+ Vít nén và cơ cấu điều chỉnh lương ép: Điều chỉnh vị trí trục cán ở mỗi lưới ta dùng vít nén vít điều chỉnh lên xuống được tuỳ vào gối đỡ trên của trục cán . Hai vít nén và một số thiết bị dẫn động của nó tạo nên cơ cấu điều chỉnh lượng ép.
f) Cụm máy hàn, mài
g) Cụm máy của đĩa cắt đứt : Quá trình cắt đứt được thực hiện cùng lúc với quá trình cán cụm máy của đĩa được di chuyển với tốc độ bằng vận tốc của phôi
4.1.3 Số vòng quay trục cán
Tốc độ trục cán được t ính theo công thức
V = ( m/s)
Trong đó D: đường kính trục cán [m]
n: Số vòng quay của trục cán trong một phút [vòng/phút]
– Theo yêu cầu thiết kế , năng suất sản phẩm của dây chuyền là: 2m/ph
V = 2[m/s]= 1/30 [m/s]
– Trong quá trình cán, khi qua các lưới cán khác nhau , phôi có kích thước tiết diện khác nhau , điều này chứng tỏ có sự trượt của các trục cán trên bề mặt phôi, bề mặt phôi sẽ bị sướt do các trục cán được chế tạo có độ cứng cao
Sản phẩm ống Inox có yêu cầu cao về chất lượng thẫm mỹ để khắc phục sự trượt của trục cán ta thiết kế các trục cán dưới có tác dụng như một cối luôn có đường kính trục bằng nhau
-Ở đây ta xét cán trục cán ngang có tác dụng chính trong việc hình thành hình dáng sản phẩm.
– Ta chọn sơ bộ đường kính tại điểm tiếp xúc phôi thấp nhất của trục cán là :
D= 105mm
– Trục cán ngang được lắp vào trục gá (Trục đỡ) nhận moment chuyển động nhờ then. Các trục gá này được lắp trên thân giá cán ( thân cụm lô cán ngang) có ổ lự ở hai đầu trục.
– Ta có sơ bộ đường kính trục giá d = 50mm
– Vận tốc của trục cán ngang trục dưới
n= = . = 6,063 (vg/ph)
4.1.4 Chọn số vòng quay động cơ điện
– Chọn động cơ điện không đồng bộ ba pha lồng sóc,vận hành đơn giản ,giá thành rẻ.
– Khi chọn số vòng quay lớn thì kich thướt khuôn khổ nhỏ ,trọng lượng giá thành cũng như tỷ số đường truyền động chung lớn làm khuôn khổ trọng lượng và giá thành các bộ truyền và cả thiết bị
– Dựa vào kinh nghiệm ta chọn số vòng quay của động cơ rồi kiểm tra lại cho phù hợp với chi phí đầu tư yêu cầu kích thước trọng lượng của dây chuyền
– Ta chọn số vòng quay của động cơ
nđc = 970 vg/ph
– Tỷ số truyền động chung
i = = = 159,986
– Lấy i= 160
– Phân phối tỷ số truyền cho các cụm kết cấu máy
i = iI .iII
– Trong đó
ii : Tỷ số truyền động của hộp giảm tốc
iii : Tỷ số truyền của hộp phân cực
– Như đã nói ở phần 4.1.2 .Hộp giảm tốc sử dụng cơ cấu trục vit ,bánh vít, hộp tốc độ sử dụng chung hộp giảm tốc bánh răng phân đôi
Chọn iII =8
iI ===20
– Kiểm nghiệm số vòng quay
– Số vòng quay trục ra hộp giảm tốc
n= = 48,5 vg/ph
– Số vòng quay trục cán
n== 6,0625 vg/ph
– Sai số vòng quay trục cán
n = 6.063-6,0625 = 0,0005 v/ph.
[n ] = 0,1 v/ph.
Vậy n [n ]
Vậy tỷ số truyền như trên là hợp lý .
4.2 Thiết kế động lực học máy :
4.2.1 Tính lực tác dụng lên các trục uốn .
– Lực uốn trong khuôn là lực tự do và lực là phẳng vật liệu .Trị số lực uốn tự do bé hơn nhiều so với lực là phẳng vật liệu .
– Lực uốn :
P = P1 + P2.
P1 là lực tự do
P2 lực là phẳng vật liệu .
-Lực uốn góc tự do :
P1 = = k1 . B . S.b .
n= 1,6 – 1,8.
k1 hệ số uốn tự do có thể tính theo công thức hoặc chọn theo bảng phụ thuộc vào tỷ số l/s , tra bảng 39(10).
S : chiều dày vật liệu uốn .
B : chiều rộng của dãi tấm .
b : Giới hạn bền của vật liệu .b = 700 (N/mm2).
l : khoảng cách giữa hai ụ đỡ .
– Lực là phẳng vật liệu :
P2 = q.F.
q: áp lực tinh chỉnh chọn theo bảng .
F : diện tích phôi được là phẳng .đối với mỗi bước của qúa trình uốn , lực uốn tác dụng lên trục là khác nhau .Giá trị lực uốn chịu ảnh hưởng bởi các tỷ số r/s , l/s, l/r. và kiểu khuôn uốn .
– Tính lực uốn tác dụng lên các bước uốn . Ở đây ta chỉ tính cho các bước uốn trong giai đoạn định hình , vì lực uốn trong giai doạn tạo hình , nắn thẳng rất bé so với giai đoạn định hình .
a/ Lực uốn bước 1 :
– Lực uốn tự do :
P1 = 2.0,09 .= 10545(N).
P2 = q.F = 2.40. = 16738(N).
P = 27283 (N).
b/ Lực uốn bước 2 :
P1 = 2.0,09 .= 5770(N).
P2 = q.F = 2.40. = 9159(N).
P = 14929(N).
c/ Lực uốn bước 3 :
P1 = 2.0,09 .= 8690(N).
P2 = q.F = 2.40. = 13795(N).
P =22485 (N).
d/ Lực uốn bước 4 :
P1 = 2.0,09 .= 5541(N).
P2 = q.F = 2.40. = 8796(N).
P =14337 (N).
e/ Lực uốn bước 5 :
P1 = 2.0,09 .=9852(N).
P2 = q.F = 2.40. = 15638(N).
P =25490 (N).
f/ Lực uốn bước 6 :
P1 = 2.0,09 .=9211(N).
P2 = q.F = 2.40. = 14629(N).
P =23840 (N).
k/ Lực uốn bước 7 :
P1 = 2.0,09 .=4923(N).
P2 = q.F = 2.40. = 7819(N).
P =12742 (N).
l/ Lực uốn bước 8 :
P1 = 2.0,09 .=1720(N).
P2 = q.F = 2.40 = 2728(N).
P =4520 (N).
m/ Lực uốn bước 9 :
P1 = 2.0,09 .=1363(N).
P2 = q.F = 2.40 = 2164(N).
P =3527 (N).
n/ Lực uốn bước 10 :
P1 = 2.0,09 .=10(N).
P2 = q.F = 2.40 = 23283(N).
P =23293 (N).
i/ Lực uốn bước 11 :
P1 = 2.0,09 . ~ 0(N).
P2 = q.F = 2.40 = 761 (N).
P =761 (N).
j/ Bước 12 ,13 , 14 . . lực vật bé .
4.2.2 Tính môment cán và công suất động cơ :
a/Tính môment cán và các môment khác :
· Mômen cán : Do lực cán sinh ra và được tính :
Mc = 2.p.a (N.mm).
P: Lực cán .
a: Cánh tay đòn .
· Mômen ma sát :gồm các mômen ma sát do lực cán sinh ra tại các cổ trục cán (Mms1)và mômen ma sát tại các chi tiết quay .Mms2.
Ta có : Mms = Mms1 +Mms2
+ Mms1 = p. f1 .d/2
P lực cán , d đường kính cổ trục gá trục cán .
f1 hệ số ma sát của ổ đỡ trục cán .
+ Mms2 = p. f2 .D/2
f2 hệ số ma sát của bề mặt trục cán và bề mặt phôi .
· Môment không tải Mo
– môment không tải sinh ra để thắng toàn bộ chi tiết quay của máy cán khi khi máy cán chạy không tải.
– Môment không tải thường lấy bằng : Mo = (3-6) % (Mc +Mms ).
· Môment động : Mđ .
– Trong trường hợp thiết kế cán không có sự tăng trưởng tốc Mđ = 0 .
– Trong trường hợp có sự tăng giảm tốc :
Mđ =
Lấy dấu dương khi có sự tăng tốc và ngược lại .
dn/dt gia tốc của trục cán .
GD2 gia tốc của tất cả các chi tiết dẫn động của máy cán sinh ra .
b/ Tính moment cho các bước cán :
– Vì lực cán bé nên ta chỉ cần tính moment cho lưới cán lớn nhất rồi dùng chung cho cái còn lại .
– Tính môment cho bước cán 1 :
· Mômen cán : Do lực cán sinh ra và được tính :
Mc = 2.p.a (N.mm).= 0, Vì lực cán đi qua tâm trục cán .
P: Lực cán .
a: Cánh tay đòn .
· Mômen ma sát :
Ta có : Mms = Mms1 +Mms2
+ Mms1 = p. f1 .d/2
P = 27283
d= 30 mm.
f1 =0,005 (bảng 54/95 tài liệu 7.)
Mms1 = 27383.0,005 . 30 /2 = 2046,225 (N.mm).
+ Mms2 = p. f2 .D/2
P =2728,3
D= 105 mm.
f2 =0,1 (bảng 51/82 tài liệu 7.)
Mms1 = 2728,3.0,1 . 105/2 = 143235,75 (N.mm).
Vậy Mms = Mms1 +Mms2 = 145282 (N.mm).
· Môment không tải Mo
Mo = (3) % (Mc +Mms ) =4358,46 (N.mm).
· Môment tĩnh qui về trục chính : Mđ .
Mtc =
Hệ số truyền động hữu ích của máy .
= 1.2.3 = 0,9 .
i : tỉ số truyền từ trục cán đến trục chính .
i = 160.
Mtc =.
c/ Tính chọn công suất động cơ :
Nđc = Ntc.m
m số cặp trục cán sử dụng trong dây chuyền m = 12 .
Ntc = Mtc ./0,975.
Hoặc : Ntc = Mtc. U = Mtc. = 1039,16 .659,78(w).
vậy Ntc = 659,78.12 = 7910,16 (Kw).
– chọn hệ hệ số an toàn : k = 1,5.
Nđc = Nđc.k = 1,5 . 7910,16 = 11, 8 (Kw).
Chọn kiểu động cơ như sau : A02 – 61 -6 (theo tài liệu 6 ).
N = 13 Kw .
n = 970 v/ph .
hiệu suất = 88%
nm /nđm=1,2.
nmax /nđm=1,8. ; nmin /nđm=0,8. m = 155 Kg .
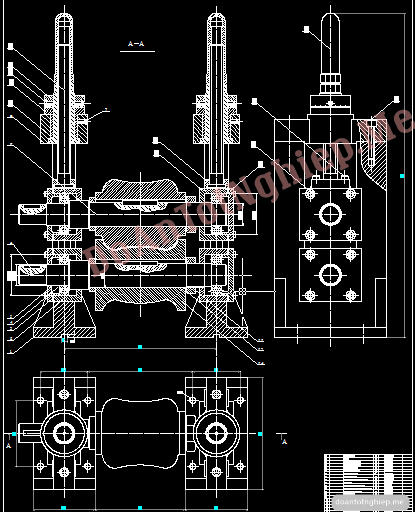
CHƯƠNG V
THIẾT KẾ CÁC CỤM KẾT CẤU MÁY
1. Động cơ .
2. hộp giảm tốc .
3. Bộ hợp phân lực .
4. lô chủ động trên .
5. lô chủ động dưới .
5.1. Thiết kế hộp giảm tốc :
Các thông số chính :
Số vòng quay của trục động cơ : nđc = 970 v/ph
Số vòng quay của trục ra của động cơ n = 48,5 v/ph
Tỉ số truyền động cơ : i = 20
Công suất của động cơ : N = 12 kw.
5.1.1 Lựa chọn sơ đồ – phân phối tỷ số truyền.
– Sơ đồ động : sử dụng hộp giảm tốc hai cấp , cấp nhanh phân đôi ,sử dụng bánh răng trụ răng nghiêng cấp nhanh .
– Chọn và vẽ phát hoạ hộp giảm tốc :
Ta chọn sơ đồ động của hộp giảm tốc như hình vẽ :
Hình : 5.2 Sơ đồ động hộp giảm tốc
Tỉ số truyền động chung :
i =
n Số vòng quay của trục ra hộp giảm tốc .
i = 20
Mặc khác i=i1.i2.
i1 : Tỷ số truyền của bộ truyền bánh răng cấp nhanh
i2 : Tỷ số truyền của bộ truyền bánh răng cấp chậm .
Thường chọn i1 = (1,2- 1,3)i2.
Chọn i2= 4, i1 = 5 .
N1=N1..= 0,995. 13 = 12,94 (Kw )
N2=N1. 1. 2.=0,995. 0,97. 12,94 = 12,49 (Kw )
N3=N1. 2. 3.= 0,995. 0,97. 12,49 = 12,05 (Kw )
1 : Hiệu suất truyền động của một cặp ổ lăn.
2 : Hiệu suất truyền động của một cặp bánh răng trụ và răng nghiêng
2 : Hiệu suất truyền động của một cặp bánh răng trụ và răng thẳng .
số vòng quay cho mỗi trục :
n1= nđc = 970 v/ph .
n 2 = nđc/ i1 = 194 v/ph .
n3= nđc/ i12 = 970/20 = 48,5 v/ph .
Tính mômen soắn cho mỗi trục:
Bảng 5.1 hệ thống các số liệu được tính :
Bảng 5.1
Trục
Thông số Trục động cơ Trục I Trục II Trục III
i 1 i1 i2
n(v/ph) 970 970 194 48,5
N(KW) 13 12,94 12,49 12,05
M(N.mm) 12789,8 127398,9 318497,4 2372731,9
5.1.2 Thiết kế các bộ truyền bánh răng
. Thiết kế bộ truyền cấp nhanh răng trụ và răng nghiêng
Bộ truyền bánh răng cấp nhanh răng trụ và răng nghiêng
– Do cấp phân đôi nên ta khi tính công suất phải chia đôi cho bộ truyền cấp nhanh .
– Bánh răng ở cấp nhanh chịu tải nhỏ hơn bánh răng cấp chậm . Do vậy khi chọn hệ số chiều rộng bánh răng sao cho yêu cầu thoã mãn bch = 2. bnh .
– Bánh răng cấp chậm là bánh răng trục răng thẳng ăn khớp không tốt , có va đập ,vì vậy khi thiết kế ta tính toán theo cặp bánh răng dịch chỉnh .
Chọn vật liệu : giả thiết bánh răng là phôi rèn ,đường kính phôi từ 100 -300mm
đối với bánh răng lớn vì số chu kì làm việc của bánh răng nhỏ gấp I lần so với bánh răng lớn do vậy nên cho nên bánh răng nhỏ được chế tạo với vật liệu tốt hơn .
Bánh răng nhỏ :
Chọn thép 45 thường hoá ,theo bảng (3.8 ) tài liệu 6
b=580 N/mm2.
ch=290 N/mm2.
HB=200.
Bánh răng lớn :
Chọn thép 35 thường hoá
b=480 N/mm2.
ch=240 N/mm2.
HB=170.
Định ứng suất tiếp xúc và ứng suất uốn cho phép :
– Số chu kỳ làm việc của bánh lớn :công thức (3.3) theo tài liệu 6 .
N2=60.u.n.T.
Trong đó :
u =1 Số lần ăn khớp của một bánh răng khi bánh răng lớn quay một vòng.
n2 =194 v/ph Số vòng quay trong một phút của bánh răng lớn.
T : Tổng số giờ làm việc.
Yêu cầu làm việc của hộp giảm tốc : làm việc trong 5 năm, mổi năm làm việc 300 ngày, mổi ngày 2 ca ,mỗi ca thì 8giờ.
T = 5 .300. 2. 18 = 24000 giờ .
ð N2=60.1.194.24000 = 27936.104
ð N2=27936.104.
Số chu kỳ làm việc của bánh nhỏ :
N1=i.N2=5.27936.104.
N1=139,68.107.
Vì N1, N2 đều lớn hơn số chu kỳ cơ sở của đường cong mỏi tiếp xúc(bảng 3.9,tài liệu 6 ) và đường cong mỏi uốn N0=107 nên khi tính ứng suất của bánh nhỏ và bánh lớn ta lấy : KN=KN=1.
Ưng suất tiếp xúc cho phép của bánh răng xác định :
[]tx= []N0tx.Kn = []N0tx.Kn = 2,6 HB .
Ưng suất tiếp xúc cho phép của bánh nhỏ :
[]tx1=2,6.HB=2,6.200.
[]tx1=520N/mm2.
Ưng suất tiếp xúc cho phép của bánh lớn :
[]tx2=2,6.HB=2,6.170
[]tx2=442 N/mm2.
Ứng suất uốn cho phép:
Răng làm việc 1 chiều
[]u== (bảng 3.5,tài liệu 6 ).
Hệ số an toàn n=1.
KN=1
= 1,8 .Hệ số tập trung ứng suất ở chân răng .
Giới hạn mỏi của thép 45 thường hoá là :
-1=(0,4-0,45).580=249,4 N/mm2.
Giới hạn mỏi của thép 35 là :
-1=0,43.480=206,4 N/mm2.
Vì bánh răng quay một chiều nên :
[]u=.
Đối với bánh nhỏ :
[]u1=.
[]u1=138,56 N/mm2.
Đối với bánh lớn :
[]u1=.
[]u1=114,6 N/mm2.
Sơ bộ chọn hệ số tải trọng dùng cho các bộ truyền chế tạo bằng vật liệu có khả năng chạy mòn , vận tốc thấp . Ksơ bộ =1,3.
Chọn hệ số chiều rộng bánh răng :bánh răng trụ nên hệ số xác định theo công thúc :
A = = 0,3 .
Tính khoản cách trục A, lấy =1,25.
A1.
i1= 5
k = 1,3
N1= 12,94 (Kw )
A = 0,3
= 1,15 – 1,35
A1 mm.
Chọn A=230 mm.
Tính vận tốc vòng va cấp chính xác chế tạo bánh răng :
Vận tốc vòng :
V=.
ð V=3,893 m/s.
Với vậnghiền tốc vòng này của bánh răng tra theo bảng 3-11 [6] thể chọn cấp chính xác 9.
Định chính xác hệ số tải trọng K và khoảng cách trục A :
Hệ số tải trọng k được tính theo công thức (3.19)[6].
K=ktt.kđ.
Đối với bộ truyền bánh răng này HB<350 và V = 3,893 m/s. ta có thể lấy hệ số tải trong tập trung ktt=1.
Tra theo bảng 3-14 sách [1] ta tìm được hệ số tải trọng động : kđ=1,3.
ð k=1,02.1,3=1,326.
Sai số K =0,026
Hệ số tải trọng k sai lệch so với hệ số dự đoán nhỏ nên ta lấy khoảng cách trục A
ð A1=230 mm.
Xác định môđun, số răng và góc nghiêng,chiều rộng của răng :
Môđun được chọn theo khoảng cách trục (3.22)[6].
Mn=(0,010,02).A=(0,010,02)230 = 2,3 – 4,6.
Chọn mn=3Tra bảng (3.26)[6].
Lấy sơ bộ góc nghiêng : =150.
số răng của bánh dẫn : (3.26)[6].
Z1==.
ð Z1=25.
Số răng bánh lớn : (3.22)[6].
Z2=i. Z1 = 25.5 = 125 (răng ).
Tính chính xác góc nghiêng :
Cos =.
ð cos=0,978.
ð =11,58o.
Chiều rộng bánh răng :
b=A.A=0,3.230=69 mm.
Chiều rộng bánh răng thoả mãn điều kiện :
b=69>
b=70.
Kiểm nghiệm sức bền uốn của răng (3.34)[6].
k = 1,326 hệ số tải trọng .
Hệ số dạng răng : tra bảng 3-18[6] ta có :
Bánh nhỏ : y1=0,451.
Bánh lớn : y2=0,517.
Tính số răng tương đương của bánh nhỏ :
Z1tđ=.
Z2tđ=.
m = 3 .
b = 70 mm.
Hệ số phản ánh sự tăng khả năng tải khi tính theo sức bền uốn của bánh răng nghiêng và răng thẳng .
=1,5.
Kiểm nghiệm ứng suất uốn ứng với bánh răng :
– Đối với bánh răng nhỏ :
.
N/mm2.
u1=31,7 N/mm2<[]u1=138,56 N/mm2.
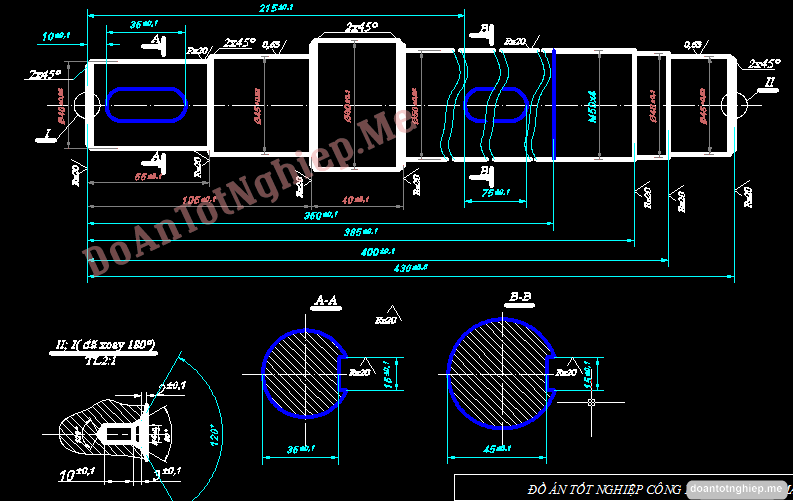
Thiết kế dây chuyền sản xuất ống Inox, gia công chi tiết trục
No comments:
Post a Comment