Thiết kế máy đóng nắp chai bia, lập quy trình công nghệ gia công chi tiết bánh răng côn





https://www.youtube.com/watch?v=pDGYQm8mxtA

Mô tả đồ án: Gồm các file như ảnh trên bao gồm tất cả các file 3D, xuất bản vẽ ra PDF, CAD, video mô phỏng cấu tạo + nguyên lý hoạt động+ THuyết minh
Giá: 550.000vnđ – Mã số: doantotnghiep.me_CTM0000056
Tải đồ án
BỘ GIÁO DỤC VÀ ĐÀO TẠO CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
TRƯỜNG ĐHKT Độc lập – Tự do – Hạnh phúc
==== —–o0o—–
KHOA : CƠ KHÍ
BỘ MÔN : CÔNG NGHỆ KIM LOẠI
NHIỆM VỤ
THIẾT KẾ ĐỒ ÁN TỐT NGHIỆP
Họ và tên học sinh : BÙI MINH HIỂN
Lớp : 98C1C Khóa : 24
Ngành : CHẾ TẠO MÁY
1. TÊN ĐỀ TÀI :
THIẾT KẾ MÁY ĐÓNG NẮP CHAI BIA.
2. CÁC SỐ LIỆU BAN ĐẦU :
Theo tài liệu thực tế tại nhà máy Bia Quảng Ngãi
Năng suất : 5400 chai/giờ
3. NỘI DUNG CÁC PHẦN THUYẾT MINH VÀ TÍNH TOÁN :
Giới thiệu khái quát về quy trình công nghệ sản xuất bia
Giới thiệu về dây chuyền thiết bị sản xuất bia
Lựa chọn phương án và kết cấu máy hợp lý
Thiết kế hệ thống cấp nắp chai tự động
Thiết kế hệ thống cấp chai tự động
Thiết kế máy đóng nắp chai bia
Vận hành và bảo dưỡng máy
4. CÁC BẢN VẼ VÀ ĐỒ THỊ : 7 bản vẽ
Bản vẽ quy trình sản xuất bia 1A0
Bản vẽ sơ đồ động hệ thống đóng nắp chai bia 1A0
Bản vẽ cơ cấu cấp nắp chai bia tự động 1A0
Bản vẽ hệ thống truyền động máy đóng nắp chai 1A0
Bản vẽ hệ thống tải và định vị chai bia 1A0
Bản vẽ đầu đóng nắp chai bia 1A0
Bản vẽ kết cấu bàn đóng nắp chai bia 1A0
5. CÁN BỘ HƯỚNG DẪN : LƯU ĐỨC HÒA
6. NGÀY GIAO NHIỆM VỤ :
7. NGÀY HOÀN THÀNH NHIỆM VỤ :
Thông qua bộ môn
Ngày tháng năm 2003
TỔ TRƯỞNG BỘ MÔN CÁN BỘ HƯỚNG DẪN
(Ký tên đóng dấu) (Ký và ghi rõ họ tên)
LƯU ĐỨC HÒA
Kết quả điểm đánh giá Học sinh đã hoàn thành và nộp
toàn bộ bản báo cáo cho bộ môn
Ngày tháng năm 2003
Ngày tháng năm 2003 BÙI MINH HIỂN
CHỦ TỊCH HỘI ĐỒNG
(Ký và ghi rõ họ tên)
LỜI NÓI ĐẦU
Ngành cơ khí chế tạo máy là ngành kỹ thuật đóng vai trò quan trọng trong thời kỳ đổi mới và đi lên của đất nước. Đất nước đang trong giai đoạn công nghiệp hóa và hiện đại hóa các ngành sản xuất, ngành công nghiệp cơ khí được xác định là ngành công nghiệp mũi nhọn có nhiệm vụ giải quyết những vấn đề khoa học kỹ thuật nhằm tăng năng suất lao động, giảm giá thành sản phẩm, cải thiện điều kiện làm việc của người lao động đồng thời đáp ứng kịp sự phát triển của các ngành công nghiệp khác.
Ở nước ta, ngành công nghiệp thực phẩm đồ uống đang có xu hướng phát triển mạnh nhưng các thiết bị máy móc phục vụ cho sản xuất chế biến đều phải nhập ngoại. Do đó, qua tìm hiểu thực tế dây chuyền thiết bị sản xuất bia chai của nhà máy bia Quảng Ngãi em đã chọn đề tài tốt nghiệp là “THIẾT KẾ MÁY ĐÓNG NẮP CHAI BIA”
Đề tài gồm 7 chương và được thể hiện qua 7 bản vẽ A0 :
Chương 1 : Giới thiệu khái quát về quy trình công nghệ sản xuất bia
Chương 2 : Giới thiệu dây chuyền thiết bị sản xuất bia
Chương 3 : Lựa chọn phương án và kết cấu máy hợp lý
Chương 4 : Thiết kế hệ thống cấp nắp chai tự động
Chương 5 : Thiết kế hệ thống cấp chai tự động
Chương 6 : Thiết kế hệ thống đóng nắp
Chương 7 : Vận hành và bảo dưỡng máy
Được sự hướng dẫn tận tình của thầy giáo LƯU ĐỨC HÒA cùng sự tham gia góp ý của các anh chị Phòng kỹ thuật nhà máy bia Quảng Ngãi em đã hoàn thành đề tài tốt nghiệp.
Tuy nhiên do thời gian hạn chế cũng như lần đầu giải quyết một số công việc khá lớn về mặt kỹ thuật, do đó đề tài cũng không tránh khỏi những sai sót, kính mong sự góp ý của quí thầy cô giáo .
Đà Nẵng, Ngày tháng năm 2003
Sinh viên thực hiện
CHƯƠNG 1
GIỚI THIỆU KHÁI QUÁT VỀ QUY TRÌNH
CÔNG NGHỆ SẢN XUẤT BIA
Ngành công nghệ thực phẩm là ngành khoa học kỹ thuật đóng vai trò quan trọng trong nền kinh tế quốc dân và nó đã giải quyết được những nhu cầu cần thiết trong đời sống hàng ngày của con người.
Ở nước ta ngành công nghiệp thực phẩm đang có xu hướng phát triển mạnh. Đi đôi với việc làm giàu nguồn thực phẩm cho xã hội, nó còn làm giàu nguồn nguyên liệu cho một số ngành công nghiệp khác. Trong đó ngành công nghiệp sản xuất bia đang phát triển mạnh và tạo ra sự canh tranh lớn trong xã hội.
Bia là một loại đồ uống có độ cồn thấp, giàu dinh dưỡng, được sản xuất từ nguyên liệu chính là Malt đại mạch và các hạt giàu tinh bột, prôtein như : gạo, ngô … chưa qua công đoạn ươm mầm cùng với hoa huplông và nước, với một quy trình công nghệ khá đặc biệt cho nên bia có tính chất hấp dẫn đối với con người.
Hương vị của bia là do các hợp chất chiết từ nguyên liệu và các sản phẩm lên men khác. Đặc biệt CO2 bão hòa có tác dụng làm giảm nhanh cơn khát của người uống.
Trên thế giới, các nước đã nghiên cứu nhiều quy trình sản xuất bia tiên tiến đạt hệu quả kinh tế với kỹ thuật cao. Điển hình là phương pháp sử dụng Enzym, sử dụng men cố định … Tuy nhiên quy trình công nghệ sản xuất và dây chuyền thiết bị lên men ở mỗi nước có những điểm khác nhau, mang tính chất truyền thống và bí quyết vì vậy chất lượng và hương vị của mỗi loại bia cũng khác nhau.
Ở nước ta quy trình công nghệ sản xuất và dây chuyền thiết bị sản xuất bia từ trước đến nay vẫn đang sử dụng phổ biến phương pháp cổ điển. Gần đây một số nhà máy bia mới xây dựng đã áp dụng quy trình công nghệ sản xuất bia hiện đại trên thế giới rất được người tiêu dùng ưa chuộng.
I. QUY TRÌNH CÔNG NGHỆ SẢN XUẤT BIA :
1.1. SƠ ĐỒ QUY TRÌNH CÔNG NGHỆ SẢN XUẤT BIA :
1.2. THUYẾT MINH QUY TRÌNH CÔNG NGHỆ :
1.2.1. Malt :
Malt đại mạch là hạt đại mạch được nẩy mầm trong những điều kiện nhân tạo (điều kiện nhiệt độ và độ ẩm nhất định). Qua quá trình nẩy mầm, một lượng lớn các Enzym xuất hiện và tích tụ trong hạt đại mạch, trong đó chủ yếu là nhóm Enzym Amylaza, ngoài ra còn có Enzym prôteaza và các Enzym khác. Các Enzym trong malt đại mạch là những nhân tố thực hiện việc chuyển các chất trong thành phần hạt đại mạch (bột, đạm …) thành nguyên liệu nấm men có thể sử dụng được để tạo thành bia (các loại đường, các axit amin tự do, các vitamin …).
1.2.2. Làm sạch nguyên liệu :
Malt và nguyên liệu thay thế dùng để sản xuất bia phải sạch, nếu không sạch sẽ ảnh hưởng đến chất lượng của bia. Do đó malt trước khi đưa vào sản xuất cần phải kiểm tra độ sạch, nếu không đảm bảo độ sạch cần cho qua máy làm sạch để loại bỏ tạp chất.
1.2.3. Nghiền nguyên liệu :
Mục đích của việc nghiền là nhằm phá vỡ cấu trúc của tế bào, tạo điều kiện thuận lợi và thúc đẩy quá trình sinh, lý, hóa xảy ra trong nguyên liệu khi nấu nhằm thu được một dịch đường có nồng độ các chất cao nhất từ nguyên liệu ban đầu. Khi nghiền cần đảm bảo những yêu cầu sau :
Do hạt malt có 2 phần : vỏ celluloza và nội nhủ có tính chất lý hóa học khác nhau, do đó khi nghiền nát malt điều quan trọng cần chú ý là phải giữ vỏ celluloza càng nguyên vẹn càng tốt.
Phần nội nhủ thì ngược lại càng nghiền nhỏ càng tốt nhưng bột nội nhủ được nghiền nhỏ phải ở trong vỏ celluloza, càng ít bật ra khỏi vỏ bao nhiêu càng tốt bấy nhiêu. Nếu làm tốt khâu nghiền thì việc lọc dung dịch trích ly rất dễ dàng.
1.2.4. Nước để sản xuất bia :
Trong sản xuất bia nước là một trong các nguyên liệu chính (nước chiếm 80-90% trọng lượng bia thành phẩm). Thành phần hóa học và chất lượng của nước ảnh hưởng trực tiếp đến toàn bộ quá trình kỹ thuật sản xuất và đặc biệt ảnh hưởng rất lớn đến đặc điểm, tính chất, chất lượng bia thành phẩm. Vì thế chất lượng nước dùng để sản xuất bia đòi hỏi cao hơn chất lượng nước dùng để uống. Những chỉ tiêu quan trọng của nước là độ cứng pH, hàm lượng chất khí.
Độ cứng nước là hàm lượng muối can xi và magiê hòa tan trong đó xử lý nước cứng để sản xuất bia là một biện pháp loại hai ion này ra khỏi nước. Nước dùng cho sản xuất phải là nước mềm, thích hợp nhất là loại nước có độ cứng tạm thời khoảng 0,7mg đương lượng/lít và độ cứng vĩnh cửu khoảng 0,4 0,7 mg đương lượng/lít. Độ pH tốt nhất của nước dùng trong sản xuất bia là khoảng 6,8 7,3.
1.2.5. Nấu đường hóa liệu :
Bản chất quá trình nấu bia là chuyển các chất của malt và gạo từ trạng thái không hòa tan sang trạng thái hòa tan nhờ tác động của hệ Enzym thủy phân.
Sau khi nghiền, nguyên liệu phải đem đi nấu ngay vì để lâu bột sẽ hút ẩm làm tăng độ acid của bột nên không tốt. Nấu bia được tiến hành trong các nồi nấu chuyên dùng, thiết bị bằng thép không rỉ có dạng hình trụ, đáy và nắp hình chỏm cầu, giữa hai lớp vỏ của thiết bị có ống dẫn hơi và áo hơi, bên trong nồi có cánh khuấy nằm gần sát đáy có tốc độ quay khoảng 20-30vòng/phút.
a. Nồi gạo :
Đầu tiên cho nước ấm 35oC vào nồi nấu với lượng 5lít/1kg gạo. Cho lượng bột malt khoảng 10% nguyên liệu thay thế vào lót nồi rồi cho bột gạo vào, cùng lúc có cánh khuấy hoạt động. Dùng acid lactic để hạ pH của dịch bột xuống khoảng 5,5 5,3. Nâng nhiệt độ lên 72oC trong vòng 40 phút, ngừng cánh khuấy để yên trong vòng 30 phút để dịch hóa sơ bộ đồng thời enzym – amylaza thủy phân tinh bột thành các dextrin và một ít đường maltoza. Sau đó nâng nhiệt độ khối nấu từ từ đến sôi và giữ trong vòng 30 phút để hồ hóa tinh bột.
b. Nồi malt :
Hòa lượng malt còn lại với một lượng nước ấm theo tỷ lệ và nhiệt độ như ở nồi gạo.
Dùng acid lactic để đưa pH xuống 5,5. Nâng nhiệt độ khối nấu lên 52oC và giữ yên trong vòng 30phút để enzym prôteaza thủy phân prôtein tạo ra một lượng đạm cho dịch đường sau này.
Sau đó bơm nồi gạo sang nồi malt, quá trình kéo dài trong khoảng 10 phút, lúc này nhiệt độ chung của khối dịch là 65oC. Quá trình này gọi là quá trình hội cháo. Giữ nhiệt độ khối nấu ở nhiệt độ này trong vòng 30 phút để enzym – amilaza hoạt động. Sau đó nâng nhiệt độ khối nấu lên 72oC trong vòng 10 phút và giữ nhiệt độ này trong vòng 30 phút để đường hóa hoàn toàn. Trong quá trình nấu nâng nhiệt độ phải khống chế tốc độ nâng nhiệt 1oC/phút và quá trình hội cháo phải tiến hành chậm để enzym khỏi bị vô hoạt. Tổng thời gian quá trình nấu một mẻ là 3,5 giờ.
1.2.6. Lọc dịch đường :
Dịch đường hóa bao gồm chất hòa tan và chất không hòa tan nên cần phải tiến hành lọc. Lọc dịch đường bao gồm hai giai đoạn : ép dịch và rửa bã.
Ép dịch nhằm mục đích tách pha lỏng ra khỏi dung dịch còn rửa bã nhằm mục đích thu hồi hết chất còn sót lại trong bã.
Để quá trình rửa bã đạt kết quả tốt thì lớp bã cần phải khuấy trộn xốp và dùng nước nóng 75oC để rửa, không nên dùng nước nóng quá 78oC vì nó làm vô hoạt các enzym amylaza và các tinh bột còn sót lại được hồ hóa nhưng không đường hóa, kết quả làm cho dịch lên men bị đục và bia thành phẩm cũng đục theo.
Yêu cầu dịch lọc và rửa bã phải trong hoàn toàn, quá trình rửa bã kết thúc thì nồng độ chất khô trong nước rửa còn khoảng 0,5% khối lượng.
Quá trình lọc dịch đường có thể sử dụng nhiều loại thiết bị khác nhau.
1.2.7. Huplông hoá :
Tất cả các dịch đường được bơm vào nồi nấu hoa huplông. Nồi nấu này về cơ bản được chế tạo tương tự như nồi malt và nồi gạo. Chỉ khác là khả năng cấp nhiệt cao hơn. Ở khâu này dịch đường cần nâng nhiệt độ nhanh và sôi mạnh, tốc độ bốc hơi có thể đạt 10-12% mỗi giờ.
Mục đích của khâu đun sôi hoa huplông là ổn định thành phần dịch đường và làm cho dịch đường có mùi thơm của hương chiết từ hoa huplông. Đun sôi hoa chín và trích ly các chất thơm và các chất đắng từ hoa. Đun sôi hoa còn làm mất hoạt lực của enzym, làm đông tụ prôtein, thanh trùng dịch đường và cô đặc dịch đường đến nồng độ thích hợp đối với từng loại bia. Để tăng mùi thơm cho bia cần giữ lại một phần hoa huplông để cho vào dịch đường ngay khi kết thúc giai đoạn đun hoa. Quá trình đun sôi hoa huplông làm cho màu sắc dịch đường chuyển từ nhạt sang đậm vì hiện tượng caramen hóa đường, sự hình thành các chất Melanoit và vì các chất có màu của hoa huplông chuyển từ hoa vào dịch. Lượng hoa huplông dùng trong sản xuất bia nhiều hay ít tùy thuộc vào loại bia và thị hiếu của người tiêu dùng. Thời gian đun sôi hoa huplông trung bình khoảng 2 giờ.
Chỉ tiêu quan trọng để kết thúc đun hoa là nồng độ chất hòa tan trong dịch đường.
Chỉ tiêu thứ hai là sự tồn tại của những kết tủa dạng bông do prôtein đông tụ tạo thành. Sau khi đun sôi hoa huplông ta tháo ngay dịch đường vào bộ phận lọc để loại bỏ bã hoa và một kết tủa prôtein. Sau đó bơm ngay dịch sang thùng làm lạnh và lắng trong.
1.2.8. Làm lạnh và lắng trong :
Trong dịch đường nóng không có Oxy hòa tan mà chỉ có cặn bẩn sinh ra trong quá trình đun sôi hoa. Các cặn bẩn này sẽ ảnh hưởng xấu đến toàn bộ công nghệ tiếp theo là lên men chính, lên men phụ, lọc và bảo quản bia. Khi ta làm lạnh dịch đường, các loại cặn bẩn kể cả prôtein đông tụ sẽ lắng xuống và Oxy xuất hiện dần dần trong dịch đường tạo điều kiện thuận lợi cho nấm men phát triển. Như vậy mục đích của quá trình làm lạnh và lắng trong là làm giảm nhiệt độ dịch đường xuống, đưa oxy từ không khí vào dịch thể và kít lắng chất bẩn.
Thông thường làm lạnh và lắng trong nước nha tiến hành qua hai bước :
Bước thứ nhất : làm giảm nhiệt độ xuống còn 60-70oC và giữ nhiệt độ này khoảng 2 giờ để chất cặn bã lắng xuống hết sau đó bơm phần trong của dịch đường (loại bỏ phần cặn ở đáy) sang thiết bị làm lạnh nhanh.
Bước thứ hai : làm giảm nhanh nhiệt độ xuống tương ứng với nhiệt độ lên men (khoảng 6-7oC đối với men chìm hoặc 14-16oC đối với men nổi). Phải đảm bảo làm lạnh nhanh để tránh sự phát triển của nhóm vi sinh vật có hại cho quá trình lên men bia.
Sau khi dịch đường được làm lạnh đến nhiệt độ cần thiết và đã được tách cặn nóng và cặn lạnh, ta bơm vào thùng lên men để chuẩn bị cấy giống nấm men. Sau đó thổi không khí đã vô trùng vào thùng lên men để kích thích sự phát triển của các vi khuẩn lên men.
1.2.9. Kỹ thuật lên men bia :
Để quá trình lên men bia hay nói cách khác là quá trình sinh học, hóa sinh, lý hoá, hai nhân tố ảnh hưởng quyết định đến quá trình lên men là chủng giống nấm men và nhiệt độ lên men. Dịch đường được hạ xuống nhiệt độ 6-7oC tại bộ phận làm lạnh nhanh rồi mới chuyển sang thùng lên men. Sau đó cấy giống men phân bố toàn bộ trong khối dịch. Nấm men giống cấy vào phải là nấm men thuần khiết, không lẩn tế bào lạ, đạt chất men giống và đủ số lượng. Quá trình lên men được tóm tắt thành bốn giai đoạn chính :
Giai đoạn đầu : tạo bọt trắng và mịn ở xung quanh bề mặt dịch lên men, nấm men nẩy chồi và phát triển, giai đoạn này kéo dài từ 1-5 ngày.
Giai đoạn hai : Giai đoạn bọt thấp có rất nhiều bọt đặc trắng, chật bồng lên một lớp trên bề mặt dịch trong thời gian 2-3 ngày.
Giai đoạn 3 : giai đoạn bọt cao, quá trình lên men diễn ra mạnh mẽ nhất, bọt xốp và bồng lên rất cao, bề mặt bọt từ trắng chuyển sang màu nâu. Giai đoạn này kéo dài 3-4 ngày.
Giai đoạn cuối : Bọt bẹp xuống, bề mặt bọt lên men phủ lớp màu nâu. Tế bào nấm men tạo thành lớp bông và lắng xuống đáy thùng. Sản phẩm thu được là bia non. Sản phẩm bia non được tiến hành tiếp quá trình ủ bia từ 6-10 ngày để nồng độ CO2, hàm lượng cồn diaxetin, độ axit …. đạt chỉ tiêu yêu cầu.
1.2.10. Làm trong bia :
Để đạt được độ trong cần thiết phải tiến hành làm trong bia. Để làm trong bia người ta phải tiến hành lọc.
Để lọc bia có thể sử dụng nhiều thiết bị khác nhau và nhiều chất trợ lọc khác nhau. Lọc làm cho bia có độ trong sáng đúng yêu cầu chất lượng (tách triệt để các phần tử rắn lắng, khuếch tán trong bia) làm ổn định và gia tăng độ bền vững sinh học, hóa học cho bia (lọc loại bỏ hầu hết các vi sinh vật, kể cả nấm men, nên bia sau khi lọc tinh có thể để một tháng không cần thành trùng)
1.2.11. Bão hòa CO2 :
Bia sau khi lọc là một chất lỏng bão hòa CO2. Khi chuyển bia từ thùng lên men phụ đi lọc và cho vào thùng chứa thì khả năng giữ CO2 của bia bị giảm nên ta phải bão hòa CO2 để đạt yêu cầu. Để bão hòa CO2 lại thì sau khi lọc giữ một thời gian nhất định dưới áp suất của CO2. Do đó bia sau khi lọc được đưa vào thùng ổn định và giữ ở nhiệt độ 0,5 -1oC, dưới áp suất của CO2 trong thời gian 4-12 giờ khí CO2 sử dụng phải lọc để khử mùi. Áp suất làm việc 2-3kgf/cm2.
1.2.12. Chiết bia vào chai :
Bia được chiết vào chai để vận chuyển đến người tiêu dùng và dễ bảo quản. Chai dùng để chiết rót có màu nâu để tránh tác dụng của tia nắng mặt trời làm xảy ra các phản ứng quang hóa, khi đó một số hợp chất của lưu huỳnh từ chỗ không có mùi sẽ khử thành mecaptan hoặc những chất tương tự gây mùi khó chịu cho bia. Trước khi rót, chai phải được rửa sát trùng kỹ bằng nước nóng và dung dịch NaOH 2%.
Bia được rót trong điều kiện đẳng áp, nếu không sẽ tạo nhiều bọt làm bia mất CO2 và khó rót đều theo yêu cầu.
1.2.13. Thanh trùng bia :
Bia sau khí chiết rót vào chai được đóng nắp và đưa đi thanh trùng với mục đích tiêu diệt các vi sinh vật có trong bia, đồng thời ức chế vi sinh vật chịu nhiệt để ổn định thành phần sinh học của bia và tăng thời gian bảo quản.
1.2.14. Kiểm tra – dán nhãn :
Bia sau khi ra khỏi máy thanh trùng phải được kiểm tra để loại bỏ những chai không đạt yêu cầu như : Chai bẩn, bia đục hoặc không đủ dung lượng … bia sau khi ra khỏi máy thanh trùng được làm nguội tự nhiên sau đó qua máy dán nhãn, cuối cùng bia được cho vào két và chuyển kho thành phẩm.
CHƯƠNG 2
GIỚI THIỆU VỀ DÂY CHUYỀN THIẾT BỊ
SẢN XUẤT BIA CHAI
Công nghệ sản xuất bia cơ bản dựa theo các quy trình nhất định tùy theo tính chất, quy mô sản xuất mà sẽ có những thay đổi về tính tự động hóa, hiện đại hóa. Ở đây chỉ giới thiệu các thiết bị chính trong dây chuyền sản xuất bia của Nhà máy bia Quảng Ngãi.
2.1. SƠ ĐỒ DÂY CHUYỀN THIẾT BỊ SẢN XUẤT BIA :
Hình 2.1. Sơ đồ dây chuyền thiết bị sản xuất bia
1. Máy nghiền malt 7. Thùng lắng xoáy tâm 13. Máy chiết bia
2. Gàu tải 8. Thiết bị làm lạnh nhanh 14. Máy thanh trùng
3. Vít tải 9. Thiết bị lên men 15. Bơm
4. Nồi nấu malt, thế liệu 10. Máy bổ sung O2 16. Máy dán nhãn
5. Thùng lọc bả malt 11. Thiết bị lọc bia 17. Băng tải vận chuyển bia
6. Thùng đun sôi với hoa 12. Thùng tàn trữ bia
Giải thích dây chuyền thiết bị :
Malt được đưa vào máy nghiền nguyên liệu theo yêu cầu kỹ thuật, sản phẩm nghiền được gàu tải đưa lên cao và nhờ vít vận tải chuyển đến nồi nấu, tại nồi nấu malt được cho nước ở nhiệt độ thích hợp và dùng hơi nấu chín, biến tinh bột thành đường. Sau đó toàn bộ bã malt và dịch đường qua thiết bị lọc tách bã ra còn dịch đường đưa vào thiết bị đun sôi với hoa, rồi đưa sang thiết bị lạnh nhanh phù hợp với quy trình lên men. Sau đó lại bơm vào thiết bị lên men và bổ sung thêm O2 và cho ra sản phẩm bia. Sau đó cho qua thiết bị lọc bia rồi đưa sang thùng tàn trữ và đưa sang thiết bị chiết, rồi qua thiết bị thanh trùng và thiết bị dán nhãn.
2.2. THIẾT BỊ NGHIỀN MALT :
2.2.1. Công dụng :
Để nghiền nhỏ malt (theo từng mức độ kỹ thuật khác nhau) để khi đường hóa thu được nhiều nhất chất hòa tan (chất chiết) có lợi cho sản xuất và chất lượng sản phẩm. Góp phần hạn chế các chất không có lợi tan vào dịch đường và sử dụng tốt nhất các thành phần của malt (chất hòa tan, vỏ, …)
2.2.2. Sơ đồ cấu tạo :
Hình 2.2. Thiết bị nghiền malt
1. Bộ phận điều chỉnh trường nghiền 4. Trục nghiền
2. Phểu nạp nguyên liệu 5. Cửa ra sản phẩm
3. Bộ phận điều chỉnh lượng nguyên liệu
Đường kính trục nghiền từ 250 300(mm)
Chiều dài trục nghiền từ 350 1250(mm)
CHƯƠNG 3
LỰA CHỌN PHƯƠNG ÁN
VÀ KẾT CẤU MÁY HỢP LÝ
3.1. MỘT SỐ PHƯƠNG ÁN KẾT CẤU HỆ THỐNG TRUYỀN ĐỘNG CHUNG CỦA MÁY :
Ưu điểm :
– Phối hợp chuyển động giữa các bộ phận dễ dàng
– Kết cấu máy gọn đơn giản
– Chỉ dùng một động cơ mà không tiêu tốn nhiều công suất
Nhược điểm :
Việc chế tạo khó khăn do phải sử dụng các cặp bánh răng nón để dẫn động các trục của bộ phận cấp phôi và xích tải.
3.1.2. Phương án bố trí truyền động riêng biệt :
Theo phương án này thì bộ phận cấp phôi tự động, bộ phận đóng nắp và bộ phận cấp chai (xích tải) được bố trí riêng, mỗi bộ phận do một động cơ dẫn động.
Phương án này có những ưu điểm
– Từng bộ phận có kết cấu đơn giản
– Xích truyền động ngắn
– Sự làm việc của từng bộ phận đáng tin cậy
3.1.3. Phương án bố trí truyền động theo nhóm :
Theo phương án này thì bộ phận cấp nắp được chia thành nhóm có một động cơ dẫn động riêng. Còn bộ phận cấp chai và đóng nắp thành một nhóm và có một động cơ dẫn động riêng.
Với phương án này ưu điểm của nó là tổng hợp được ưu điểm của cả hai phương án trên đồng thời khắc phục được một số nhược điểm của các phương án đó.
Từ sự phân tích ưu nhược điểm của ba phương án trên tôi chọn phương án truyền động cho thiết bị máy đóng nắp chai là :
Riêng bộ phận cấp nắp chai sẽ dùng một động cơ và hộp giảm tốc riêng.
Còn bộ phận đóng nắp và cấp chai sẽ dùng một động cơ và hộp giảm tốc riêng.
3.2. MỘT SỐ PHƯƠNG ÁN KẾT CẤU ĐỐI VỚI HỆ THỐNG CẤP NẮP CHAI TỰ ĐỘNG.
3.2.1. Phểu cấp phôi có phiến trượt chuyển động lên xuống :
a. Cấu tạo :
Hình 3.1. Phểu cấp phôi có phiến trượt chuyển động lên xuống
1.Máng dẫn phôi 3. Con quay
2. Phểu chứa phôi 4. Phiến trượt
b. Nguyên lý hoạt động :
Phểu (2) dạng hình hộp chữ nhật, đáy nghiêng. Máng dẫn phôi (1), được kẹp chặt, ép sát với thành phểu. Phần làm việc của máng bố trí nghiêng, đảm bảo cho sự dịch chuyển của phôi dưới tác dụng của trọng lực. Song song với máng người ta bố trí phiến trượt (4). Phiến trượt này vào lúc lấy phôi thì đi xuống vị trí dưới cùng. Phiến trượt chuyển dịch xuyên qua lớp phôi đổ trong phểu.
Những phôi rơi trên mặt đầu của phiến trượt được nâng lên phía trên nhờ có mặt nghiêng ở đầu phiến trượt mà các phôi đó rơi vào máng dẫn phôi. Phiến trượt đi xuống dưới, còn các phôi ở trong máng sẽ trượt theo mặt nghiêng của máng.
Trong quá trình dịch chuyển những phôi đã được định hướng (trong lòng máng) sẽ đi qua cửa sổ, tạo nên bởi máng dẫn và con quay. Những phôi không được định hướng (không nằm trong lòng máng) khi đến cửa sổ sẽ bị con quay có răng (3) hất ngược trở lại vào trong phểu. Con quay hất những phôi không nằm trong cùng một hàng như vậy, loại trừ được khả năng chèn phôi khi đi qua cửa sổ. Hoặc khi trên máng dẫn phôi đã được xếp đầy hàng thì con quay phóng phôi sẽ loại trừ khả năng chèn phôi.
Mức cao nhất của phôi trong phểu cần thấp hơn máng dẫn phôi một ít. Đối với cơ cấu cấp phôi hình phểu này sử dụng thích hợp đối với những phôi hình trụ dài, không thích hợp với những chi tiết dạng nắp có l/d <1
2.2.2. Cơ cấu cấp phôi rời kiểu đĩa ma sát :
a. Cấu tạo :
1. Đĩa quay
2. Con quay có răng
3. Máng dẫn phôi
4. Thanh gạt
Hình 3.2. Cơ cấu cấp phôi rời kiểu đĩa ma sát
b. Nguyên lý làm việc :
Nếu được đưa lên đĩa (1) quay đều, nhờ ma sát trên mặt đĩa, nắp quay theo và do lực ly tâm các nắp đó dạt ra vành ngoài đĩa, khi đi ngang qua máy dẫn sẽ được con quay (2) có răng hất vào máng dẫn. Thanh gạt (4) làm nhiệm vụ khi các nắp bị dạt ra sát thành và đi ngang qua thành gạt (4) sẽ chỉ còn một lớp tránh hiện tượng các lớp chồng lên nhau sẽ không đi vào máng dẫn được. Loại này thích hợp cho phôi dẹt (l/d <1) có chiều dày lớn hơn 1mm rất thích hợp cho loại phôi cắp bia. Vậy ta chọn loại cấp phôi đĩa ma sát này cho cơ cấu cấo nắp tự động.
3.3. SƠ ĐỒ CỦA MÁY ĐÓNG NẮP :
Từ phương án đã chọn ta thiết lập được sơ đồ động của máy
3.3.1. Yêu cầu chuyển động :
Máy có các chuyển động chính sau :
Chuyển động của cơ cấu cấp chai vào máy đóng nắp gồm :
+ Chuyển động của xích tải đưa chai vào và ra
+ Chuyển động của trục vít, của bánh gạt chai để xác định vị trí làm việc của chai trước khi vào vị trí đóng nắp.
Chuyển động của cơ cấu đóng nắp
Chuyển động của cơ cấu cấp nắp
3.3.2. Yêu cầu thiết kế :
Sơ đồ động thiết lập phải thỏa mãn các yêu cầu sau :
– Đường truyền động ngắn bảo đảm hợp lý
– Kết cấu đơn giản, gọn, phân bố đều
– Truyền động chính xác
Phối hợp các chuyển động phải nhịp nhàng, đồng bộ, làm việc tin cậy
– Dễ bố trí bôi trơn cho các chi tiết máy
– Dễ gia công chế tạo
– Dễ tháo lắp sửa chữa
– Máy không quá cồng kềnh
– Đảm bảo truyền lực, momen, chịu lực ứng suất trong khi làm việc
– Hiệu suất cao
3.3.3. Từ các yêu cầu trên ta thiết lập được sơ đồ động của máy :
a. Cấu tạo :
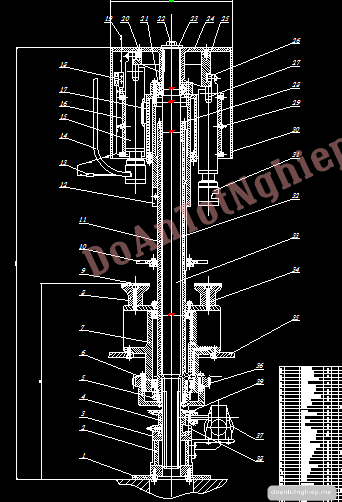
Hình 3.3. Sơ đồ động máy đóng nắp chai
1. Bánh răng bị động xích tải 12. Đầu dập nắp
2. Xích tải chai 13. Sao gạt ra
3. Cặp bánh răng côn 14. Bánh côn trục chủ động xích tải 4. Vít tải chai 15. Xích ống con lăn
5. Sao chai vào 16. Đĩa xích bị động
6. Con quay có răng 17. Động cơ nâng hạ đầu đóng nắp
7. Đĩa cấp phôi 18. Bộ truyền vít me đai ốc
8. Hộp giảm tốc cơ cấu cấp phôi 19. Động cơ chính
9. Động cơ 20. Bộ truyền đai
10. Máng dẫn phôi 21. Bộ truyền trục vít bánh vít
11. Cơ cấu cam 22. Bộ truyền đai răng
b. Nguyên lý làm việc :
Chai sau khi đã được rót đầy được chuyển từ máy chiết rót sang để tiến hành đóng nắp. Truyền động được truyền từ động cơ sang bộ truyền đai, hộp giảm tốc trục vít bánh vít và truyền lên bánh răng chủ động Z3, đĩa xích chủ động Z2. Thông qua bộ truyền đai răng Z2-Z2 và bộ truyền bánh răng Z3 -Z4, Z4 – Z5 và Z5-Z6 làm cho trục vít định vị và hai bánh gạt quay để gạt chưa vào và ra khỏi máy và làm cho cơ cấu đóng nắp quay. Truyền động được tiếp tục truyền qua bộ truyền xích Z7 – Z7 và cặp bánh răng nón Z10 – Z11 để dẫn động xích tải đưa chai vào và ra khỏi máy đóng nắp.
Cơ cấu cấp nắp quay được nhờ môtơ riêng truyền qua bộ giảm tốc trục vít bánh vít làm cho đĩa quay và thông qua cặp bánh răng nón Z12 – Z13 làm cho con quay quay được và cấp nắp liên tục cho đầu đóng nắp.
Chai sau khi được băng tải, trục vít tải và bánh gạt chai đưa vào đúng vị trí đầu đóng của cơ cấu đóng nắp để chuẩn bị tiến hành đóng nắp. Trong quá trình quay của cơ cấu đóng nắp, hệ xi lanh nắp sẽ dẫn động các đầu đóng quay theo cùng với bàn đóng nắp và luôn luôn tiếp xúc trên bề mặt cam được cố định nhờ con lăn và khe dẫn làm cho các đầu đóng chuyển động lên xuống để tiến hành đóng nắp. Sau khi đóng nắp xong chai được bánh gạt ra và đưa vào băng tải đưa chai ra khỏi máy.
Để cấp nắp vào đầu đóng theo đúng chu kỳ người ta gắn một đĩa có xẻ rãnh ngang với miệng của đầu đóng (ở vị trí lấy) và đầu ra của máng dẫn nắp. Trong quá trình làm việc nếu vị trí của đầu đóng chưa tới vị trí đầu ra của máng thì nắp nằm ở vị trí đầu ra sẽ không rớt ra ngoài mà một phần nhỏ sẽ tiếp xúc với rãnh của đĩa. Khi đầu đóng tới đúng vị trí của đầu ra máng dẫn nắp thì nắp sẽ được khí nén thổi đi qua miệng đầu đóng vào ổ chứa và nhờ nam châm trên chày dập định vị nắp (hệ số thống khí nén đóng và mở thông qua van mở, khi cối dập đến thì trên cối dập có cam để mở van thổi nắp vào).
3.4. CÁC THÔNG SỐ CHO TRƯỚC CỦA MÁY :
– Năng suất của máy thiết kế : 5400chai/h
Chọn số đầu đóng nắp của cơ cấu đóng là ba đầu đóng
Suy ra số vòng quay trục chính của cơ cấu đóng trong một phút :
= 30(vòng/phút)
Chọn bán kính của vòng tròn đi qua tâm của xi lanh đầu đóng nắp là :
R = 144(mm)
Qui cách chai :
Chai được sử dụng ở đây là loại chai có thông số được quy chuẩn hóa sau :
+ Thể tích chai : Vo = 550(ml)
+ Thể tích định dạng : V = 500(ml)
+ Chiều cao chai : h = 230 (mm)
CHƯƠNG 4
THIẾT KẾ HỆ THỐNG CẤP NẮP CHAI TỰ ĐỘNG
Ở chương 3 chọn phương án kết cấu máy hợp lý ta đã chọn kiểu cấp nắp là bằng đĩa ma sát.
4.1. CẤU TẠO VÀ NGUYÊN LÝ HOẠT ĐỘNG :
4.1.1. Cấu tạo :
Hình 4.1. Cấu tạo hệ thống cấp nắp
1. Bộ truyền bánh răng nón 7. Cảm biến quang
2. Rãnh nút thoát ra máng dẫn 8. Thanh gạt nắp
3. Thành đĩa quay mâm nắp 9. Động cơ
4. Thành phiểu nắp 10. Hộp giảm tốc
5. Núm định vị trục phiểu nắp 11. Khớp nối
6. Tấm gạt kiểm tra nắp
4.1.2. Nguyên lý làm việc :
Khi động cơ (9) quay truyền động qua hộp giảm tốc (10) làm cho đĩa nắp quay theo (đĩa nắp quay ngược chiều kim đồng hồ)
Khi nút được đổ vào phiểu nắp (4), dưới tác dụng của lực ly tâm (do đĩa nắp tạo ra) làm cho phần lớn nút bị dạt ra biên của đĩa nắp. Các nắp ở ngoài biên nhất sẽ vào rãnh giữa nắp thành.
Khi nắp trong rãnh đến đúng vị trí thoát nắp (2) nhờ khí nén và bánh răng chận nắp (bánh răng chận nắp quay cùng chiều đĩa nắp có tác dụng chận nắp không cho tiếp tục đi trong rãnh đĩa mà đi vào thanh dẫn hướng), đưa nắp vào đường dẫn hướng đến bộ đảo chiều và đi vào cối dập nắp.
Khi đĩa nắp quay mang theo nhiều nắp nhưng dưới tác dụng của thanh gạt phần lớn nắp bị gạt ra giữa đĩa nắp chỉ còn lại một lớp nắp sát mặt đĩa thì được quay theo đĩa nắp và dưới tác dụng của lực ly tâm nó dễ dàng đi vào rãnh đĩa để thoát ra máng dẫn nắp qua rãnh thoát.
Trên đường máng dẫn nắp có gắn các van khí nén thổi để nắp được chuyển động dễ dàng và có hai cảm biến từ phát hiện nắp. Khi nắp được cảm biến từ 1 phát hiện có nghĩa là lúc đó nắp đủ theo yêu cầu thiết kế, lúc đó van khí nén đóng lại không cho nút vào rãnh máng dẫn làm kẹt tại vị trí đảo chiều. Khi cảm biến từ 1 phát hiện không có nắp lúc đó tín hiệu được bộ xử lý thông báo để mở van khí nén và nắp được đi vào rãnh để tới cối dập. Cứ như vậy nút luôn được đáp ứng đầy đủ để dập vào chai sản phẩm.
Cảm biến từ 2 có nhiệm vụ phát hiện nắp tại vị trí nguy hiểm (thiếu nắp). Nếu phát hiện không thấy nắp thì cảm biến từ này có tác dụng báo để cắt mạch động cơ chính máy dừng chuyển động. Khi đó người vận hành phải xử lý cấp nắp đầy đủ và khởi động động cơ chính tiếp tục hoạt động.
4.2. TÍNH TOÁN CÁC THÔNG SỐ :
4.2.1. Năng suất :
Năng suất của đĩa được xác định bằng công thức : [7]
(4.1)
Trong đó :
m : khoảng cách giữa hai nắp. Do đĩa không có túi nên khoảng cách hai nắp chính là đường kính của nắp dnắp = 32(mm). Vậy m = 32(mm)
K : hệ số khả năng mang phôi (K = 0,4-0,6)
V : tốc độ vòng của đĩa. Ta chọn n = 70vòng/phút (tham khảo số liệu của máy)
D : Đường kính ngoài của đĩa
Ta chọn D = 530(mm)
V = 70.3,14.530 = 116494 (mm/phút)
Vậy năng suất : .0,4 = 1456 (chai/phút)
4.2.2. Tính máng dẫn nắp :
Nắp đóng chai bia là một chi tiết được tiêu chuẩn hóa các kích thước tiêu chuẩn như sau :
Hình 4.2.2.a : Nắp chai
– Chiều cao nắp H0 = 6(mm)
– Đường kính đáy nhỏ dn = 27(mm)
– Đường kính lớn d1 = 32(mm)
Để nắp lưu thông trong mắng được dễ dàng, tránh bị kẹt nắp ta có chiều cao máng :
H = H0 +(0,1 – 0,2).H0 (4-2)
H0 : chiều cao nắp H0 = 6(mm)
H = 6+0,1.6 = 6,6 (mm) (4-3)
Ta chọn H = 8 (mm)
Chiều rộng của máng :
L = D + 0,2H0 (4-4) Hình 4.2.2.b : Máng dẫn
L = 32 + 0,2.6 = 33,2 (mm)
Chọn L = 34(mm)
CHƯƠNG 6
THIẾT KẾ MÁY ĐÓNG NẮP CHAI
Nhiệm vụ của cơ cấu này là nhận nắp từ hệ thống cấp nắp để tiến hành đóng nắp khép kín lên miệng chai đã được rót đầy bia theo định lượng.
6.1. THIẾT KẾ ĐẦU ĐÓNG :
6.1.1. Nghiên cứu kết cấu chai và đóng nắp :
a. Miệng chai :
Hiện nay trên thị trường có rất nhiều loại chai bia thể tích khác nhau như chai 330ml; 450ml; 500ml; 650ml … Nhưng các loại chai này đều có miệng chai đúng kích thước quy định đã được tiêu chuẩn hóa.
* Kết cấu miệng cổ chai :
b. Nắp :
Hình 6.1.a. Kết cấu miệng chai
Nắp đậy miệng chai cũng được tiêu chuẩn hóa tươg ứng với cổ miệng chai. Nắp được dập thành hình dạng sơ bộ gần đúng để định dạng chính xác trong đầu đóng và miệng chai. Nắp có dạng đĩa nống, trong lòng được dán một lớp cao su làm kít khít miệng chai. Nắp được chế tạo bằng thép các bon thấp, dày 0,3mm và có tráng một lớp kẽm bên ngoài.
Nhiệm vụ của giai đoạn đóng nắp là định vị nắp vào đúng cổ chai ở vị trí ép roan vào miệng cổ chai và làm biến dạng nắp. Hình dạng và kích thước của nắp trước và sau khi đóng nắp như sau :
Trước khi đóng nắp :
Hình 6.1.b
Kích thước sau khi đóng nắp :
Hình 6.1.c
6.1.2. Kết cấu đầu đóng nắp chai :
Do miệng chai và nắp chai có kết cấu và kích thước được tiêu chuẩn hóa nên phần lớn các máy đóng nắp chai đều có kết cấu tương tự nhau. Do đó ta chỉ đưa ra một loạt kết cấu của đầu đóng cơ bản đặc trưng nhất và dùng nó để thiết kế.
Kết cấu của đầu đóng nắp :
1. Miệng đầu đóng 15. Vú mỡ bôi trơn ổ bi treo
2. Khuôn đóng nắp 16. Ổ bi kim
3. Chày giữ nắp 17. Trục ổ bi kim
4. Bạc hãm và dẫn hướng chày 18. Ổ đũa trụ dài
5. Bulông lục giác 19. Lỗ định vị trục
6. Bạc dẫn hướng ống đẩy 20. Trục ổ bi
7. Bulông chống xoay ống đẩy 21.Thân piston đóng nắp
8. Đệm chặn lò xo 22.Bulông hãm
9. Lò xo đẩy chày ép nắp 23.Lỗ lắp chốt định vị đầu đóng
10. Ống đẩy
11. Lò xo đóng nắp
12. Bulông
13. Chén chặn lò xo
14. Vú mỡ bôi trơn ổ bi đóng
Hình 6.1.2. Đầu đóng nắp
b. Nguyên lý làm việc của máy đóng nắp :
Khi chai đã đi vào đúng vị trí của đầu đóng nắp chai (chai và đầu đóng nắp quay quanh trục chính và cùng một tốc độ còn cam dẫn hướng thì đứng yên) theo hành trình làm việc của cam, ổ bi (16) tiếp xúc với mặt dưới của cam đưa toàn bộ cụm đầu đóng đi xuống (lúc này nắp đã được thổi vào miệng của khuôn đóng nắp và được giữ lại ở mặt dưới của chày đóng nhờ lực hút nam châm của chày)
Khi nắp bia đã tiếp xúc với miệng chai thì cụm đầu đóng vẫn tiếp tục đi xuống theo hành trình làm việc của cam dẫn hướng, khi đó lò xo (9) bị chày (3) nén lại (do phản lực ở miệng chai tác dụng lên chày đóng lớn hơn lực bung của lò xo(9)) làm cho nắp ở trên miệng chai tiếp xúc trực tiếp vào khuôn đóng (1). Cụm đầu đóng (hay còn gọi là piston) tiếp tục đi xuống nhưng khuôn đóng (1) bị nắp và miệng chai giữ lại thông qua chi tiết (7) làm cho lò xo (11) hơi bị nén lại. Khi lực nén của lò xo (11) thắng được lực chống biến dạng của vành nắp thì khuôn (1) sẽ không bị đẩy lên nữa mà sẽ đi xuống cùng cụm piston làm bóp chặt nắp vào miệng chai theo hình dạng của khuôn đóng. Đây cũng là lúc kết thúc hành trình đi xuống của cụm piston đóng nắp.
Khi kết thúc hành trình đi xuống của cụm piston (nắp chai đã được đóng kín theo yêu cầu kỹ thuật), cụm piston đóng nắp bắt đầu đi lên theo hành trình của cam dẫn, ổ bi (16) tiếp xúc mặt trên của cam và nâng cụm piston đóng nắp đi lên, lò xo (11) bung ra đẩy cốt trong và khuôn đóng (7) về vị trí cũ, lúc đó lò xo (9) bung ra tạo một lực lên chày (3) để đẩy nắp (đã được đóng kín vào chai) ra khỏi khuôn đóng (1) và được sao gạt đưa ra xích tải.
Lò xo (9) có tác dụng giảm chấn giữa miệng chai và nắp đồng thời làm nhiệm vụ đẩy chai ra khỏi khuôn đóng khi cụm piston đi xuống đóng nắp không làm bể miệng chai và tạo lực ép lên côn đóng (1) để làm biến dạng vành nắp.
6.1.3. Tính lực đóng nắp :
a. Nhiệm vụ của giai đoạn đóng :
Đóng nắp là ép vuốt phần đã gấp nếp vào cổ chai ở vị trí ép kín roan lên miệng chai.
Như vậy lực đóng nắp là lực cần thiết tác dụng lên gờ nếp của nắp để nắp biến dạng dẻo và ôm sát vào cổ chai nhằm tạo được độ kín cần thiết.
b. Sơ đồ lực lên nắp như sau :
Hình 6.1.3.a Sơ đồ lực
Trong đó :
Q : lực ép để giữ nắp cố định và phẳng trong quá trình đóng nắp đồng thời ép kín roan cao su
fi : lực cần thiết để tạo ra lực áp tuyến
Ni : lực pháp tuyến cần thiết để tác động lên gờ nắp ép vào miệng chai
Fms : lực ma sát sinh ra giữa nắp và đầu đóng
: góc nghiêng của vành nắp so với phương thẳng đứng
Ta có :
Và Fms = Ni.f (f : hệ số ma sát f = 0,15)
Hay Ni = fi.sin
Fms = fi.f.sin
Suy ra lực đóng nắp (fđ) phải thắng được lực fI và lực ma sát
Tức là :
fđ = fi + Fms.cos
Hay : fđ= + Ni.f.cos = Ni
Thực tế lực đóng nắp tác dụng lên toàn bộ vàn nắp có điểm gờ lên (có 21 sống gờ). Khai triển vành nắp theo chu vi ta có sơ đồ tính tương đương như sau :
Hình 6.1.3.b
Với : l : chiều dài nắp (rìa nắp) l = 6,5(mm)
s : độ dày nắp s = 0,3 (mm)
b : chu vi nắp b =.d
Ta xem quá trình biến dạng của nắp là quá trình uốn ngang phẳng một dầm công xôn bị ngăn bởi một đầu (do lực Q tác động) với chiều dài công xôn l =6,5(mm) và chiều rộng tấm phẳng b = .d
Để nắp ôm sát vào gờ miệng chai thì nắp phải biến dạng dẻo dưới tác dụng của lực đóng fđ nghĩa là ứng suất sinh ra phải vượt quá giới hạn chảy [ch] của vật liệu làm nắp.
Đối với thép CT3 làm nắp ta có [ch] = 240 N/mm2
Theo bảng (5-8) sách thiết kế chi tiết máy ta có ứng suất sinh ra khi biến dạng :
W : mômen chống uốn của tiết diện
(6-1)
w = b. (6-2)
Từ công thức (6-1)
Hay : N []ch (*)
Thay số []ch = 240N/mm2; d = 26,5(mm); S = 0,3(mm)
l = 6,5(mm) vào phương trình (8) ta được N 46 lấy N = 50(N)
c. Xác định góc nghiêng :
Lấy theo điều kiện góc nghiêng ta có :
sin = = 0,1923
Để bù trên dạng dư của nắp ta lấy = 10o
Thay các giá trị : N = 50(N); = 10o; f = 0,15 vào công thức fđ
Ta có : = 296 (N)
Tính lực ép Q :
Lực Q chủ yếu để giữ nắp phẳng trong quá trình đóng nắp và ép roăn cho kín miệng chai.
Sơ đồ chịu lực như sau :
Hình 6.1.3.c
Ta xem lực Q phân bố đều trên nắp, để nắp không bị biến dạng dưới tác dụng của các lực phân bố NI, thì momen do Q sinh ra tại các gối (miệng chai) phải cân bằng với momen do N sinh ra.
Xét phân bố diện tích của bề mặt ta có :
ds = r.dr.d (6-3)
Lực phân bố tác dụng
dQ = q.ds = q.r.dr.ds (6 -4)
Trong đó :
q : cường độ lực phân bố : (6-5)
Vì vậy mômen do dQ sinh ra tại gốc (tức miệng chai) là :
dM = dQ(R-r) = qr(R – r) dr.d
Nên momen do Q sinh ra :
(R-r)dr = 2q (6-6)
Thay
Vào phương trình (6-6) ta được :
M = Q.
Ngoài ra momen do N sinh ra là :
M’ = N.1 (6-7)
Điều kiện để nắp được ép phẳng lên miệng chai là :
M M’ Q. N.l (6-8)
Q
Thay số : N = 50(N); l = 6,5(mm); R = = 13,25(mm)
Ta được : Q 73,6N, lấy Q = 75N
Vậy lực cần thiết để đóng nắp là :
P = Pđ + Q = 296 + 75 = 371 (N)
6.1.4. Tính các chi tiết của cụm piston đầu đóng :
Ở đây ta tính toán thiết kế các chi tiết chủ yếu của cụm piston đóng nắp là :
– Lò xo đẩy chày (ép nắp)
– Lò xo đóng nắp
– Khuôn côn nắp
a.Tính lò xo đẩy chày ép nắp :
Lực lò xo sinh ra phải thắng được các lực sau :
– Lực ép nắp khép kín : Q = 75(N)
– Lực ma sát Fms = 0,15.75 = 11,25(N)
– Lực lò xo cực đại Pmax > Q + Fms = 86,25 (N)
Lực lò xo cực tiểu PminFms(=11,25N), do đó ta chọn Pmin=15 N
Hành trình làm việc của lò xo : chọn X = 17(mm)
Chọn vật liệu chế tạo là thép lò xo cấp I
Sơ bộ chọn đường kính dây lò xo d = (3-4)mm
Có bk = 1900N.mm2 (bảng 19-3 sách chi tiết máy)
Theo bảng (19-4) sách chi tiết máy có :
[]x = 0,3.bk = 570N/mm2
Có r = = 0,173
Theo bảng (19-7) với số chu kỳ N 10
Có : .r = 0,40 + 0,05 – .17 = 0,476
Vì vậy ứng suất cho phép thực tế là :
[]xt = []x.r = 570.0,476 = 271 [N/mm2]
Theo bảng (19-2) với cách chọn c = = 8
Ta có được hệ số k để đến độ cong của lò xo là : K = 1,17
Thay vào công thức (19-6) sách chi tiết máy ta có :
d 1,6 (6-9)
Ta được d 2(mm)
Chọn d = 3(mm) phù hợp với điều kiện đã chọn
Đường kính của lò xo : D = cd = 8.3 = 24(mm)
(6-10)
Số vòng làm việc của lò xo :
Công thức (19-7) sách chi tiết máy
Với Pmax = 87(N) d = 3(mm)
Pmin = 15(N) c = 8
X = 17(mm)
Đối với lò xo chịu nén ta lấy số vòng toàn bộ của lò xo là :
n = = 13,8 (vòng)
n0 = n + (1,5.2)
(6-11) trong sách chi tiết máy phần tính số vòng của lò xo
n0 = 13 + (1,5.2) = 16(vòng)
Chuyển vị lớn nhất của lò xo. Theo công thức (19-3), TLTK [3]
= = 20,5 (mm)
Bước của lò xo khi chưa chịu tải : [3]
t = d + + (6-12)
Với = 0,1.d = 0,3(mm) là khe hở giữa các vòng khi chịu lực Pmax
Vì vậy :
Chiều dài lò xo khi các vòng khít nhau :
t = 3 + + 0,3 = 4,8 (mm)
Hv = (n0 -0,5)d = (16-0,5).3 = 46,5(mm) (6-13)
Chiều dài của lò xo khi chưa chịu tải
H0 = Hv + n(t-d) (6-14)
= 46,5 +13,8(4,8 -3) = 72(mm)
Tỉ số : = 3
Vậy có thể không dùng lỏi sắt để ổn định lò xo
b. Tính lò xo đóng nắp :
Lực lò xo sinh ra phải khắc phục được các lực sau:
– Lực đóng nắp Pk = 371(N)
– Lực ma sát giữa bạc dẫn hướng và cốt trong của piston đóng nắp.
Fms1 = f.Pk = 371.0,15 = 56(N)
– Lực ma sát của cụm piston đóng và xi lanh dẫn hướng
Fms2 = f.Pk = 371.0,15 = 56(N)
– Lực lò xo cực đại :
Pmax Pk + Fms1 + Fms2
Pmax 483 (N)
CHƯƠNG I
CHI TIẾT GIA CÔNG VÀ XÁC ĐỊNH DẠNG SẢN XUẤT.
1.1. PHÂN TÍCH CHỨC NĂNG VÀ NHIỆM VỤ CỦA CHI TIẾT
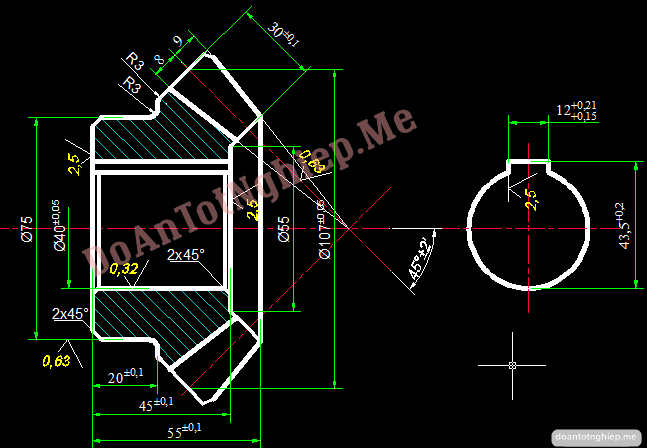
Chi tiết bánh răng nón ( Z =14, m =10 ) là một bánh răng nhỏ của cơ cấu dung sai trong ụ phân độ vi sai vạn năng. Bánh răng luôn ăn khớp với cặp bánh răng hành tinh.
Bánh răng nón nhận chuyển động từ cặp bánh răng hành tinh, lúc có số vòng quay n = 2 khi chia bánh răng không nguyên tố. Lúc thì có số vòng quay n ≠ 2 khi chia vi sai. Vì vậy bánh răng nón nhận chuyển động của cặp bánh răng hành tinh có số vòng quay không ổn định. Bánh răng nón được nối với trục một đầu lắp với nó đầu kia lắp bánh răng khác để truyền chuyển động tới trục vít bánh vít và ra đến phôi. Vì vậy bánh răng nón đóng vai trò quan trọng trong cơ cấu vi sai của ụ phân độ.
- Bề mặt lỗ Æ45 được gia công cấp chính xác 5 và Rz = 20, bề mặt này lắp với trục và quay cùng với trục nhờ có then.
- Các thông số kỹ thuật của bánh răng có ảnh hưởng cao nhất tới tính năng và chất lượng vận hành của máy. Phần này sẽ trực tiếp ăn khớp và tiếp nhận chuyển động quay từ cặp bánh răng hành tinh rồi chuyển đến cặp bánh răng phụ thông qua trục. Do đó các yêu cầu kỹ thuật của bánh răng cần được đảm bảo và gia công chính xác.
- Vật liệu của bánh răng được làm từ thép 45.
Theo HDTKĐACNCTM, trang 16:
Bảng 1.1: Thành phần hoá học của thép 45, %( theo khối lượng )
| C | Si | Mn | S | P | Ni | Cr |
| Không lớn hơn | ||||||
| 0,4 | 0,2 | 0,6 | 0,04 | 0,04 | 0,3 | 0,3 |
Bảng 1.2: Tính chất cơ học của thép 45
| sT MPa | sbp1 MPa | s3, % | y,% | C,T/cm3 | HB ( không lớn hơn ) | |
| Không nhỏ hơn | Sau cán nóng | Sau ủ | ||||
| 360 | 610 | 16 | 40 | 50 | 241 | 191 |
1.2. PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT
Phôi là phôi được dập nóng chế tạo trên thép 45 đảm bảo yêu cầu để gia công bánh răng.
- Đối với lỗ Æ45 lắp ổ bi ta chỉ cần khoét là đạt yêu cầu kỹ thuật.
- Bánh răng có mayơ nằm về một phía nên nếu gia công hàng loạt hoặc hàng khối thì ta có thể gá nhiều chi tiết cùng một lúc để gia công hay có thể dùng nhiều dao để gia công một lúc.
- Việc xác định dạng sản xuất có ý nghĩa rất lớn đến quá trình thiết kế, quá trình công nghệ, nó góp phần quan trọng trong việc tính toán chỉ tiêu kinh tế kỹ thuật cụ thể : nếu như dạng sản xuất là đơn chiếc thì ta có thể tập trung nguyên công, dùng đồ gá vạn năng thay cho đồ gá chuyên dùng, như vậy sẽ giảm được chi phí gia công. Còn nếu dạng sản xuất là hàng loạt, hàng khối thì ta phải phân tán nguyên công, sử dụng các loại đồ gá chuyên dùng. Làm như vậy sẽ tăng được năng suất gia công, giảm được giá thành sản phẩm.
- Xác định dạng sản xuất.
1.3. CHỌN VÀ XÁC ĐỊNH DẠNG SẢN XUẤT.
Tính sản lượng của chi tiết :
- Sản lượng của chi tiết được tính bằng công thức :
Trong đó :
N1 : Số sản phẩm được sản xuất ra trong một năm. N1 = 7500
m : Số chi tiết trong một sản phẩm. m = 1
a : Lượng sản phẩm dự phòng do sai hỏng khi chế tạo phôi
b : Số chi tiết được chế tạo thêm
Theo HDTKĐACNCTM, trang 31 có : a = 3% ¸ 6%; b = 5% ¸ 7%
Chọn a = 4%; b = 6%
Þ ( chiếc )
- Trọng lượng của chi tiết :
(kg)
Trong đó :
Q : Trọng lượng chi tiết
V : Thể tích của chi tiết
g : Khối lượng riêng của vật liệu
Bánh răng được chế tạo bằng thép có g = 7.852 kg/dm3
Tính V ( gồm có V1, V2,V3, V4, V5, V6 )
Þ
Theo bảng cách xây dựng dạng sản xuất
| Dạng sản xuất | Khối lượng chi tiết ( kg ) | ||
| < 4 | 4 ¸ 200 | > 200 | |
| Sản lượng hàng năm ( chiếc ) | |||
| Đơn chiếc | < 100 | < 10 | < 5 |
| Loạt nhỏ | 100 ¸ 500 | 10 ¸ 200 | 55 ¸ 10 |
| Loạt vừa | 500 ¸ 5000 | 200 ¸ 500 | 100 ¸ 300 |
| Loạt lớn | 5000 ¸ 50000 | 500 ¸ 1000 | 300 ¸ 1000 |
| Hàng khối | > 50000 | > 5000 | > 1000 |
Với trọng lượng Q = 0.2 kg, sản lượng hàng năm N = 3300 chiếc. Căn cứ vào bảng ta xác định được đây là sản xuất theo dạng hàng loạt vừa.
CHƯƠNG II
XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ THIẾT KẾ BẢN VẼ LỒNG PHÔI
2.1. CHỌN PHÔI VÀ XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.1.1. Chọn phôi
Dựa vào cấu tạo, tính năng làm việc, các yêu cầu kỹ thuật, dạng sản xuất cũng như tính công nghệ nên ta chọn vật liệu chế tạo phôi là thép 45.
2.1.2. Xác định phương pháp chế tạo phôi
Ta có thể áp dụng ba phương pháp để hình thành phôi bánh răng như sau:
- Phôi rèn và phôi dập
Đặc tính và lĩnh vực sử dụng của một số loại phôi rèn và phôi dập
| Phương pháp tạo phôi | Kích thước hoặc khối lượng | Độ chính xác của phôi | Độ nhám bề mặt Rz, mm |
| Dập trên máy búa, máy ép | Tới 200 kg, thành mỏng tối đa 2.5 mm | - | 320 ¸ 160 |
| Dập thô sau đó dập tinh nguội | Khối lượng tới 100 kg, thành mỏng tối đa 2.5 mm | 0.05 ¸ 0.1 mm | 40 ¸ 10 |
| Dập và vuốt trên máy rèn ngang | Khối lượng từ 0.1 đến 100 kg, đường kính phôi tới 315 mm | - | 320 ¸ 160 |
| Dập ép | Đường kính tới 200 mm | 0.2 ¸ 0.5 mm | 320 ¸ 80 |
- Phôi cán
Các loại phôi cán và lĩnh vực sử dụng chúng
| Dạng phôi cán hoặc prôphin | Lĩnh vực sử dụng |
Phôi cán thường:
| Chế tạo các trục bậc có độ chênh đường kính không lớn, các chi tiết dạng ốc có đường kính ngoài tới 25 mm. Các chi tiết kẹp chặt, các thanh đòn, tấm gá và thanh chêm. |
Phôi cán tấm:
| Bích, vòng chặn, chi tiết phẳng bạc rỗng hình trụ. |
| Phôi ống các loại, cán nóng và nguội, không có mối ghép hàn. | Xi lanh, bạc, ống đỡ trục chính, cốc đỡ, con lăn, trục rỗng. |
| Prôphin có tiết diện dọc thay đổi theo chu kỳ. | Trục bậc trong sản xuất loạt lớn và hàng khối. |
| Phôi cán trên máy cán trục vít nằm ngang | Trục, bạc và các chi tiết khác trong sản xuất hàng khôi và loạt lớn. |
- Phôi đúc:
Phôi đúc có nhiều loại và nhiều phương pháp đúc, kiểu khuôn đúc và điều kiện tạo phôi khác. Phôi đúc được đúc theo ba phương pháp khác nhau cho độ chính xác và lượng dư khác nhau.
Þ Qua các phương pháp trên ta nhận thấy phương pháp rèn dập là phù hợp với hơn cả, khi mà phương pháp đó đảm bảo được chất lượng bề mặt, độ chính xác của phôi ban đầu và số lượng phôi lớn. Mà lại sử dụng máy không phức tạp, kinh tế, nên chọn phương pháp rèn dập là hợp lý hơn cả.
2.1.3. Xác định giá thành phôi rèn dập.
Giá thành phôi được xác định theo công thức sau :
Trong đó :
+ Sch : Giá thành của một tấn phôi từ loại vật liệu tương ứng.
+ Kcx : Hệ số phụ thuộc độ chính xác của phôi.
+ Kpt : Hệ số phụ thuộc vào mức độ phức tạp của phôi.
+ Kkl : Hệ số phụ thuộc vào khối lượng của phôi.
+ Kvl : Hệ số phụ thuộc vào vật liệu của phôi.
+ Ksl : Hệ số phụ thuộc vào quy mô sản xuất.
+ Sph : Giá thành một kg phôi (đồng).
+ Q : Khối lượng ban đầu của phôi (kg).
+ q : Khôi lượng của chi tiết sau khi gia công (kg).
triệu /tấn
Bảng 2_28, tài liệu hướng dẫn thiết kế đồ án CNCTM : Kcx = 1
Bảng 2_29 : tài liệu hướng dẫn thiết kế đồ án CNCTM : Kpt = 1
Bảng 2_30 : tài liệu hướng dẫn thiết kế đồ án CNCTM : Kkl = 1.33
Bảng 2_31 : tài liệu hướng dẫn thiết kế đồ án CNCTM : Kvl = 1
Bảng 2_32 : tài liệu hướng dẫn thiết kế đồ án CNCTM : Ksl = 1
Þ (đồng)
2.2. TÍNH LƯỢNG DƯ VÀ THIẾT KẾ BẢN VẼ LỒNG PHÔI
2.2.1. Xác định lượng dư của bề mặt Æ60
2.2.1.1. Các bước công nghệ:
– Rèn dập
– Tiện thô
– Tiện tinh
– Nhiệt luyện
– Mài :
+ Thô
+ Tinh
2.2.1.2. Xác định các giá trị Rza, Ta, ra, eb, Zbmin
- Tính sai lệch không gian của phôi
rk : Độ lệch khuôn dập
rc : Độ cong của phôi thô
Bảng 3_ 77, STCNCTM trang 239 : rk = 0.5 mm/mm
Thiết kế máy đóng nắp chai bia, gia công bánh răng côn
Ngoài đóng nắp chai bia, máy đóng nắp còn được sử dụng để đóng các loại nắp khác nhau như nắp nhựa, nắp nhôm, tìm hiểu thêm về máy đóng nắp chai tại: https://dienmayviteko.com/may-dong-nap-chai
ReplyDelete