THIẾT KẾ QUY TRÌNH CÔNG NGHỆ VÀ TRANG THIẾT BỊ PHỤ (ĐẦU KHOAN NHIỀU TRỤC) ĐỂ GIA CÔNG CHI TIẾT DẠNG HỘP

Mô tả đồ án: Gồm các file như ảnh trên bao gồm tất cả các file CAD, Thuyết minh
Giá: 450.000vnđ – Mã số: doantotnghiep.me_TKM000021
Tải đồ án
Đồ án tốt nghiệp Thiết kế đầu khoan nhiều trục
SVTH Nguyễn Hoài Văn Trang 1 Khoa Cơ Khí Chế Tạo Máy
LỜI NÓI ĐẦU
Nền công nghiệp nước ta đang trên đà phát triển để hội nhập với nền công nghiệp thế giới.
Tuy nhiên do điều kiện đất nước mà quá trình phát triển công nghiệp đi sau các nước khác, và nền kinh tế của đất nước còn lạc hậu và gặp nhiều khó khăn. Đặc biệt là nghành công nghiệp nặng như nghành cơ khí chế tạo máy là một trong những nghành then chốt của nền công nghiệp vì bất cứ nghành công nghiệp nào muốn mở rộng sản xuất, nâng cao chất lượng và năng suất sản phẩm , muốn hiện đại hóa thì trước hết đòi hỏi phải có trang thiêt bị hiện đại, tiên tiến. Do vậy nhu cầu thiết kế chế tạo các trang thiết bị, máy móc được đặt lên hàng đầu. Muốn vậy trước mắt cần thiết kế chế tạo các chi tiết máy, máy móc phục vụ cho quá trình cắt gọt chi tiết như tiện, phay, bào, khoan.
Để thiết kế và hệ thông lại kiến thức đã học cũng như để làm quen với công việc thiết kế của một cán bộ kỹ thuật trong nghành cơ khí sau này.Tôi được nhận đề tài: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ VÀ TRANG THIẾT BỊ PHỤ (ĐẦU KHOAN NHIỀU TRỤC) ĐỂ GIA CÔNG CHI TIẾT DẠNG HỘP.
Nội dung thiết kế được chia làm ba phần :
– Phần I:.- Lập quy trình công nghệ gia công chi tiết dạng hộp điển hình.
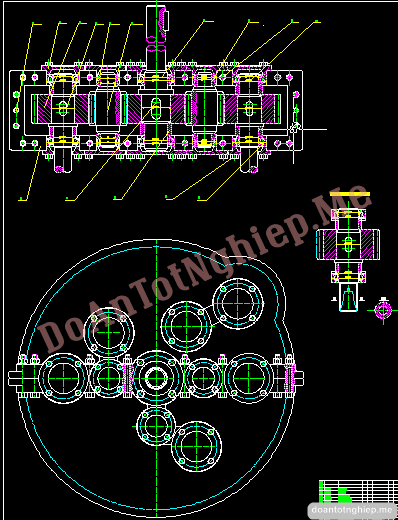
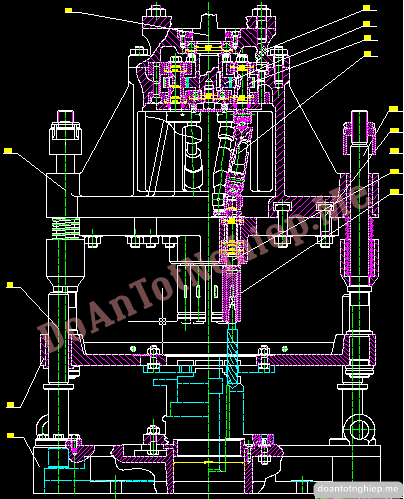
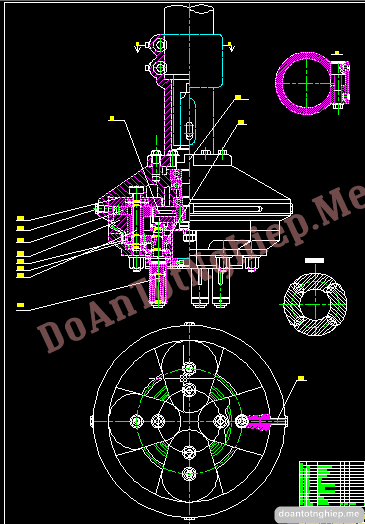
-Phần II:Thiết kế các trang bị công nghệ phụ đầu khoan nhiều trục
Để vận dụng kiến thức đã học vào thực tế, đòi hỏi người thiết kế phải nắm vững và sáng tạo, bám sát đề tài thiết kế. Vì lần đầu tiên làm quen với công việc thiết kế tổng thể, cho nên tôi còn nhiều bỡ ngỡ và tài liệu phục vụ cho việc thiết kế còn rất hiếm, thời gian thiết kế không nhiều nên còn nhiều hạn chế và chắc chắn trong quá trình tính toán thiết kế không tránh khỏi những thiếu sót nhất định, rất mong được sự chỉ bảo của các thầy cô để sau này tôi thiết kế tốt hơn.
Sau hơn 3 tháng làm việc, được sự hướng dẫn tận tình của thầy Phạm Văn Song , tôi đã hoàn thành xong đồ án tốt nghiệp này.
Tôi xin chân thành cảm ơn sự hướng dẫn tận tình của thầy Phạm Văn Song và các thầy cô trong khoa cơ khí đã tận tình chỉ bảo và giúp đỡ tôi.
Đà Nẵng Ngày 30 tháng 5 năm 2003
Sinh viên thiết kế:
Nguyễn Hoài Văn
PHẦN I :
LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG
CHI TIẾT ĐIỂN HÌNH DẠNG HỘP
I. GIỚI THIỆU CHUNG VỀ GIA CÔNG CÁC CHI TIẾT DẠNG HỘP :
I.1. Khái quát các chi tiết dạng hộp :
Hộp là một chi tiết có những bề mặt chính như các mặt đáy, mặt lỗ, độ chính xác của các bề mặt này có yêu cấu khá cao. Ngoài những bề mặt chính ra trên hộp còn có những bề mặt phụ như các bề mặt đậy nắp, lỗ bắt bu lông, v.v. Những bề mặt này có độ chính xác không cao vì vậy khối lượng gia công chi tiết dạng hộp chủ yếu vào việc tập trung gia công các lỗ. Muốn gia công được nhiều lỗ trên nhiều bề mặt khác nhau qua các giai đoạn thô, tinh cần tạo nên một chuẩn tinh thống nhất cho chi tiết hộp. Chuẩn đó thường là mặt phẳng ngoài nào đó và hai lỗ chuẩn tinh phụ vuông góc với mặt phẳng đó. Hai lỗ chuẩn tinh phụ phải được gia công đạt đến độ chính xác cấp 7 và có khoảng cách càng xa càng tốt. Tuy nhiên không nhất thiết lúc nào cũng dùng hai trong các lỗ xỏ bulông đem ra gia công chính xác để làm chuẩn phụ, mà có thể căn cứ vào kết cấu cụ thể của hộp như rãnh sống trượt, mang cá, thậm chí các lỗ chính xác của hộp để khống chế các bậc tự do còn lại. Vì vậy đối với các chi tiết dạng hộp, nguyên công đầu tiên là phải tạo mặt chuẩn.
Trong tất cả các loại máy móc từ máy công cụ, máy phát động lực, máy làm rừng, máy đi biển… đến các máy khác đều có các chi tiết dạng hộp. Hộp là loại chi tiết cơ sở quan trọng của một sản phẩm.
Có rất nhiều kiểu hộp và công dụng cũng khác nhau như : Hộp tốc độ, hộp chạy dao, thân động cơ đốt trong …
Đặc điểm các chi tiết dạng hộp là có nhiều vách, độ dày mỏng của các vách cũng khác nhau, trong các vách có nhiều gân, nhiều phần lồi lõm.
Đặc điểm trên hộp thường có nhiều lỗ cần được gia công chính xác để thực hiện các mối lắp ghép.
Trình tự gia công các bề mặt chủ yếu của hộp:
2 Gia công mặt phẳng chuẩn và các lỗ chuẩn để làm chuẩn tinh thống nhất.
2 Dùng mặt phẳng và hai lỗ định vị làm chuẩn tinh thống nhất để lần lượt gia công các bề mặt còn lại :
v Gia công các mặt phẳng còn lại
v Gia công thô và bán tinh các lỗ lắp ghép
v Gia công các lỗ không chính xác dùng để kẹp chặt
v Gia công chính xác các lỗ lắp ghép
v Tổng kiểm tra
Sau đây là một số sản phẩm cơ khí chi tiết dạng hộp :
Hình 1 : Thân đầu vạn năng dùng trên máy tiện
Hình 2:Thân đầu vạn năng dùng trên máy tiện
Hình 4 : Thân đồ gá tiện mặt cầu
Hình 5 : Thân đồ gá tiện cam thùng
Hình 6 : Thân đồ gá mài vô tâm không có gối đỡ :
Hình 7 : Vỏ đồ gá tiện không dừng máy
I.2. Yêu cầu kỹ thuật chủ yếu khi gia công chi tiết dạng hộp :
Độ không phẳng và độ không song song của các bề mặt chính trong khoảng 0,05 0,1 mm trên toàn bộ chiều dài.
2 Các lỗ có độ chính xác cấp 1 7.
2 Dung sai khoảng cách tâm giữa các lỗ phụ thuộc vào chức năng của nó.
2 Dung sai độ không đồng tâm giữa đường lỗ bằng 1/2 dung sai đường kính lỗ nhỏ nhất.
2 Độ không vuông góc giữa mặt đầu và tâm lỗ trong khoảng 0,01 0,05 mm trên 100mm bán kính.
I.3. Tính công nghệ trong kết cấu của chi tiết hộp :
Hộp phải có độ cứng vững để khi gia công không bị biến dạng và có thể dùng chế độ cắt cao, đạt năng suất cao.
2 Các bề mặt làm chuẩn phải có đủ diện tích nhất định, phải cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn.
2 Các bề mặt cần gia công của hộp không được có vấu lồi lõm phải thuận lợi cho việc ăn dao thoát dao.
2 Các lỗ trên hộp nên có kết cấu đơn giản, không nên có rãnh hoặc dạng định hình.
2 Không nên bố trí các lỗ nghiêng so với mặt phẳng của các vách tránh hiện tượng ăn dao lệch hướng.
2 Các lỗ kẹp chặt của hộp phải là các lỗ tiêu chuẩn.
I.4. Vật liệu và phôi để chế tạo các chi tiết dạng hộp :
Thường dùng là gang xám, thép đúc, hợp kim nhôm và thép tấm hàn.
Phôi đúc, phôi hàn, phôi dập.
I.5. Quy trình công nghệ gia công chi tiết dạng hộp :
Ngiên cứu quy trình công nghệ gia công chi tiết dạng hộp đặc biệt là gia công lỗ :
a)Chuẩn định vị để gia công chi tiết hộp:
Khối lượng gia công chi tiết dạng hộp chủ yếu là tập trung vào gia công các lỗ. Muốn gia công nhiều lỗ trên nhiều bề mặt khác nhau qua các nguyên công thô, tinh. v. v… cần một chuẩn tinh thống nhất cho chi tiết hộp. Chuẩn đó thường là mặt phẳng ngoài nào đó và hai lỗ chuẩn tinh phụ vuông góc với mặt phẳng đó. Hai lỗ chuẩn tinh phụ phải được gia công đạt đến độ chính xác cấp 7 và có khoảng cách càng xa nhau càng tốt.
Khi định vị chi tiết hộp trên đồ gá thì mặt phẳng định vị của chi tiết sẽ tiếp xúc với đồ định vị của đồ gá, 2 lỗ sẽ được tiếp xúc với 2 chốt, 1 chốt trụ và 1 chốt trám. Như vậy chi tiết được định vị đủ 6 bậc tự do. 2 lỗ chuẩn tinh thường được lấy
trong các lỗ bulông trên đế của hộp. Tuy nhiên không nhất thiết lúc nào cũng dùng 2 trong số các lỗ xỏ bulông đem ra gia công chính xác để làm chuẩn, mà có thể dùng rãnh, sống trượt, mang cá, thậm chí cả lỗ chính xác của hộp để khống chế. Vì vậy đối với chi tiết hộp nguyên công đầu tiên phải là gia công tạo mặt chuẩn. Việc chọn chuẩn thô cho nguyên công này là hết sức quan trọng, vì nó ảnh hưởng đến lượng dư gia công cũng như độ chính xác cho các nguyên công tiếp theo.
Khi gia công mặt phẳng và hai lỗ dùng mặt ngoài của đường tròn ngoài 85 của chi tiết làm chuẩn thô.
b) Trình tự gia công các bề mặt chủ yếu của hộp:
Quy trình công nghệ gia công các chi tiết dạng hộp gồm 2 giai đoạn chính sau:
2 Gia công mặt phẳng chuẩn và các lỗ chuẩn để làm chuẩn tinh thống nhất.
2 Dùng mặt phẳng và 2 lỗ định vị làm chuẩn thống nhất để lần lượt gia công các mặt còn lại như :
v Gia công các mặt phẳng còn lại.
v Gia công thô và bán tinh các lỗ lắp ghép.
v Gia công các lỗ không chính xác dùng để kẹp chặt.
v Gia công chính xác các lỗ lắp ghép.
v Tổng kiểm tra.
(Chú ý : đây là những nguyên công chủ yếu, có thể còn có một số nguyên công khác … tùy theo từng chi tiết … )
II. LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐÃ CHO :
Chi tiết hộp : GIÁ ĐỠ DÙNG ĐỂ ĐỠ ĐẦU TRỤC
II.1.Phân tích điều kiện làm việc và yêu cầu kỹ thuật của chi tiết gia công:
* Phân tích điều kiện làm việc của chi tiết :
Chi tiết gia công là một giá đỡ dùng để đỡ đầu trục.
Bốn rãnh D = 17mm, dùng để gá giá đỡ này lên giá máy. Mặt A của giá đỡ (mặt đáy) dùng để định vị lên giá đỡ lên bàn máy.
Lỗ 55 dùng để đỡ đầu trục, là lỗ dùng để gia công chính xác với dung sai +0,03 độ nhám Rz = 10m.
Ngoài ra chi tiết còn có lỗ ở bên trong 57 để tạo khoảng trống để giảm ma sát giữa chi tiết và trục trong quá trình làm việc.
Các gân trợ lực dùng để tăng độ cứng vững cho chi tiết
* Yêu cầu kỹ thuật:
Để thực hiện tốt các chức năng làm việc của chi tiết, và đáp ứng điều kiện làm việc của chi tiết thì trong kết cấu của chi tiết phải có tính công nghệ tốt.
Gá đỡ yêu cầu có độ cứng cao để khi gia công và khi làm việc không có biến dạng.
Các bề mặt được chọn làm chuẩn phải có đủ diện tích nhất định, phải cho phép thực hiện được nhiều nguyên công trên bề mặt đó.
Các bề mặt gia công không được có vấu lồi lõm, thuận tiện cho việc ăn dao, thoát dao.
o Các yêu cầu kỹ thuật chính của chi tiết :
– Độ không đồng tâm giữa hai lỗ 55 cho phép 0,02mm
– Các bề mặt không gia công cần làm sạch
– Các góc lượn của chi tiết R = 35mm
Chi tiết gia công có 4 lỗ rãnh 17[mm] dùng để định vị và kẹp chặt chi tiết lên bàn máy, nên mặt đầu là mặt định vị của chi tiết, vì vậy phải gia công.
Mặt đáy A là mặt để định vị chi tiết lên bàn máy nên bề mặt này yêu cầu có độ chính xác cao, yêu cầu độ nhám bề mặt Rz = 10m.
Lỗ 55 là lỗ chính xác dùng để đỡ đầu trục nên yêu cầu độ chính xác cao (+0,03), độ nhám Rz = 10m. Độ không vuông góc giữa mặt đầu với đường tâm nằm trong khoảng 0,01 0,05mm trên 100mm. Độ không song song 0,03/100mm.
Bốn rãnh yêu cầu đạt độ nhám Rz = 80m, dung sai khoảng cách đường tâm hai lỗ 0,01mm, dung sai đường kính lỗ 0,03mm, vì 4 lỗ này làm chuẩn khi gia công chi tiết ở các nguyên công tiếp theo và là lỗ được dùng gá đặt chi tiết lên bàn máy.
Các bề mặt còn lại yêu cầu dung sai, độ bóng, cấp chính xác không cao nên không ảnh hưởng quá trình gia công và gá đặt.
Từ sự phân tích trên và điều kiện làm việc của chi tiết , ta lựa chọn phương thức chế tạo phôi, chế độ gia công và phương án gia công cho chi tiết đã chọn.
II.2. Phân tích và lựa chọn phương án chế tạo phôi :
* Phân tích :
Căn cứ vào điều kiện làm việc của chi tiết, ta chọn vật liệu là gang xám GX21-40 có các tính chất sau :
Tính đúc tốt, dễ gia công bằng phương pháp cắt gọt.
Gang xám có những tính chất sau :
Giới hạn chảy ch= 17[KG/mm2]
Giới hạn bền kéo K = 21[KG/mm2]
Giới hạn bền uốn U = 40[KG/mm2]
Giới hạn bền nén n = 75[KG/mm2]
Giới hạn cứng HB = 170 241[HRC]
Và thành phần hoá học:
Cacbon : Như chúng ta đã biết Cacbon càng nhiều thì tạo thành Graphic càng mạnh, nhiệt độ chảy càng thấp càng dễ đúc. Thông thường C = 2,8 3,5%
Mănggan :Là nguyên tố cản trở sự tạo thành Graphic tức làm hoá trắng gang. Thông thường Mg = 0,5 1%
Silic :Tỉ lệ tương ứng với Mg. Thông thường Si = 1.5 3%
Phôtpho:Là nguyên tố không ảnh hưởng tới sự tạo thành Graphic nhưng nó làm tăng tính chảy loãng và làm tăng tính chống mài mòn. Thông thường P=0,10,5%
Lưu huỳnh:(S) Cũng giống như Mg nó cũng làm cản trở sự tạo thành Graphic. Vì vậy S đúc nhỏ S = 0,010,08%, đúc lớn tính chảy loãng kém S = 0,10,12%. Ngoài ra trong gang có thể gặp các ngyuên tố như sau Cr, Mo, Ni, Cu … có tác dụng riêng.
Chi tiết chế tạo với kích thước nhỏ là 175 . 180 . 180 không yêu cầu cao về độ chính xác của phôi.
* Xác định dạng sản xuất:
Sản lượng hàng năm 50000 chiếc/năm.
Để xác định dạng sản xuất ta cần tính khối lượng chi tiết, nhằm kết hợp với sản lượng hàng năm để tìm ra dạng sản xuất.
Từ hình vẽ và các số liệu đã cho trước của chi tiết ta có thể tính như sau:
Chia chi tiết ra nhiều phần theo các giao tuyến và tính thể tích từng phần rồi sau đó ta cộng lại. Ta tính như sau:
= S1.h1 + S2.h2 +S3.h3 + … + Sn.hn
Ta tính được V = 158000000[mm3]
mct= = 158 .7,3 = 1153,4[KG]
Tra bảng (3-2) STCNCTM .T1 (tr173) .NXBKH&KT ta xác định được dạng sản xuất là loạt lớn.
* Lựa chọn phương pháp chế tạo phôi:
Chi tiết ta làm bằng vật liệu là gang xám GX21-40, có nhiệt độ nóng chảy thấp, dễ nấu chảy nên tính đúc tốt, dễ gia công cắt gọt.
Do chịu ảnh hưởng của Graphic dạng tấm nên cơ tính của gang xám kém. Gang xám có độ bềm kém. Gang xám có độ bền nén, độ giòn cao, nhưng giới hạn bền kéo, độ dẻo, độ dai và nhiệt độ nóng chảy thấp.
Vì chi tiết chế tạo có kích thước nhỏ, hình dáng tương đối đơn giản, đồng thời để đảm bảo chỉ tiêu kinh tế cao, ta chọn đúc trong khuôn cát, mẫu kim loại, cấp chính xác của vật đúc theo dạng sản xuất là cấp III. Do chi tiết ta thiết kế có hình dạng hình học đơn giản, các bề mặt ngoài phẳng, cong và có các vấu lồi vì vậy theo STCNCTM (T1.170) chi tiết đúc thuộc nhóm phức tạp số . Độ nhám bề mặt cần đạt được Rz = 160 80m.
Bản vẽ lồng phôi:
II.3. Lập quy trình công nghệ gia công chi tiết :
* Xác định thứ tự cho từng nguyên công và các bước gia công, chọn chuẩn cho từng nguyên công bước, chọn máy và dao:
Để thực hiện gia công phôi thành sản phẩm ta có nhiều phương án công nghệ gia công khác nhau. Để chọn được phương án công nghệ tôi ưu thì ta phải chọn nhiều phương án khác nhau và so sánh các phương án về mặt năng suất, độ chính xác và về phương diện kinh tế.
Để chọn được một phương án ta phải dựa vào kết cấu chi tiết, phải tuân thủ đúng nguyên tắc chọn chuẩn. Với hình dáng hình học đã cho của chi tiết ta thấy cần phải gia công lỗ, phay các rãnh và khoan trên nhiều bề mặt khác nhau qua các giai đoạn thô tinh nên ta cần phải chọn một chuẩn tinh thống nhất cho chi tiết để tránh sai số tích luỹ và để cho việc chế tạo đồ gá được giảm. Với chi tiết đã cho ta có các phương án công nghệ như sau:
Phương án 1: Gia công chuẩn bị , làm sạch phôi , các cạnh sắc.
1) Phay mặt đáy A
2) Phay mặt gờ B
3) Phay các rãnh D17
4) Khoan, khoét 4 lỗ vuông góc với mặt phẳng đứng
5) Khoan, khoét 2 lỗ nghiêng với mặt phẳng đứng một góc 45o
6) Khoét, doa mặt trụ 55
7) Tiện phần trụ 57 trên máy tiện dùng đồ gá tiện lệch tâm
8) Vát mặt nghiêng 45o
9) Tổng kiểm tra
Phương án 2 : Gia công chuẩn bị , làm sạch phôi , các cạnh sắc.
1) Phay mặt đáy A
2) Phay 2 rãnh D = 17
3) Phay mặt gờ B
4) Khoét, doa mặt trụ 55
5) Tiện phần trụ 57 trên máy tiện dùng đồ gá tiện lệch tâm
6) Khoan, khoét 4 lỗ vuông góc với mặt phẳng đứng
7) Khoan, khoét 2 lỗ nghiêng với mặt phẳng đứng một góc 45o
8) Vát mặt nghiêng 45o
9) Phay 2 rãnh D = 17 còn lại
10)Kiểm tra
Phương án 3: Gia công chuẩn bị , làm sạch phôi , các cạnh sắc.
1) Phay mặt đáy A
2) Phay 2 rãnh D = 17
3) Khoét, doa mặt trụ 55
4) Tiện phần trụ 57 trên máy tiện dùng đồ gá tiện lệch tâm
5) Phay mặt gờ B
6) Khoan, khoét 4 lỗ vuông góc với mặt phẳng đứng
7) Khoan, khoét 2 lỗ nghiêng với mặt phẳng đứng một góc 45o
8) Vát mặt nghiêng 45o
9) Phay 2 rãnh D = 17 còn lại
10)Kiểm tra
Ngoài 3 phương án trên ta còn có nhiều phương án khác song ở đây ta chỉ xét 3 phương án trên.
Ta tiến hành phân tích các phương án đã chọn :
Với phương án 1:
Khi phay mặt đáy A ta dùng mặt ngoài mặt trụ 55 để định vị và khi phay các mặt gờ ta dùng mặt đáy A làm chuẩn tinh và mặt bên của đế. Như vậy ta đã tuân thủ đúng nguyên tắc chọn chuẩn. Khi phay 4 rãnh D =17mm thì ta dùng chuẩn tinh các mặt gờ đinh vị và gia công lần lượt các rãnh D =17mm. Vậy năng suất sẽ cao hơn phương án 2 và 3. Khi gia công xong 4 rãnh D thì ta chọn mặt đáy A và hai rãnh D17 làm chuẩn tinh để lần lượt gia công các mặt còn lại để tránh được sai số tích luỹ. Ngoài ra khi gia công khoét, doa 55 để cho chi tiết được cứng vững ta dùng chốt tỳ phụ. Mặt khác để cho 55 giảm được sai số do biến dạng thì ta nên khoan, khoét các lỗ 10 xong rồi mới gia công 55.
Với phương án công nghệ 2 và 3 ta gia công 2 rãnh D17 trước , sau khi gia công hết các mặt còn lại ta mới gia công tiếp tục hai rãnh nữa, vì vậy nó làm cho năng suất không cao. Ngoài ra , phương án 2 và 3 do ta gia công 55 trước xong rồi mới khoan các lỗ 17 nên gây ra các bavia trong mặt trụ nên không chính xác.
So sánh ba phương án trên [ 1,2,3]ta chọn phương án 1
Bảng 1:Gới thiệu tiến trình gia công chi tiết theo phương án 1
STT.
N. công Nội dung Sơ đồ định vị và kẹp chặt. Máy – dao Ghi chú
1 Phay mặt đầu
– Phay thô :t=3, Rz=40m
– Phay tinh:Rz=10m
-Máy :6H12
-Dao: phay mặt đầu BK6
2 Phay mặt gờ B
t=z=4mm
Rz= 10m
Dung sai 0,03mm
Bước 1:Phay rãnh 1,2
Bướ 2:Phay rãnh 3,4
-Máy: 6H12
-Dao:B18
sử dụng đầu phân độ để phay rãnh 1,2,3,4
3 Phay rãnh D17:
Rz=10m
t=z=8,5
Dung sai 0,03mm
Bước 1:phay rãnh 1,2
Bước 2:phay rãnh 3,4
-Máy:6H12
-Dao:phay ngón tiêu chuẩn BK6
Dùng đầu phân độ
4 Khoan khoét 4 lỗ 10
Rz=10m
t=3,5mm
Dung sai 0,03mm
-Máy: 2A125
-Dao:mũi dao ruột gà P9
5 Khoan khoét 2 lỗ 10 nghiêng 450:
Rz=10m
Dung sai 0,03mm
-Máy:khoan 2A125
-Dao:mũi dao ruột gà Y10 BKII
6 Khoét doa mặt trụ 55 :
Rz=10m
Dung sai 0,03mm
-Máy: doa ngang 278
-Dao: BK8 52, BK8 54
7 Tiện mặt trong mặt trụ 55
Rz= 10m
Dung sai 0,03 mm
-Máy 1K62
Dao BK8
8 Phay vát mặt nghiêng
450
Rz= 80m
t=z=12,5 mm
-Máy 6H12
-Dao phay dĩa BK8
9 Tổng kiểm tra
Tiến hành kiểm tra độ đồng tâm giữa đường tâm lỗ và lỗ 5 chophép 0,02mm
F Nguyên công 1 : Phay mặt đáy A
¨ Sơ đồ định vị như hình vẽ:Hình 1
¨ Yêu cầu kỹ thuật:
– Bước 1: phay thô đạt kích thước 16mm, độ nhám Rz = 40m
– Bước 2: phay tinh đạt kích thước 15mm, độ nhám Rz = 10m
Vật liệu chế tạo chi tiết là gang xám 21-40, độ không song song giữa tâm mặt trụ 57 0,033mm so với mặt đáy không quá 0,03/100mm, độ nhám bề mặt Rz = 10m.
Sau khi đúc chi tiết có độ nhám bề mặt Rz = 80m
¨ Các bước thực hiện : có hai bước:
– Bước 1: Phay thô đạt kích thước 16mm, độ nhám bề mặt Rz = 40m.
– Bước 2: Phay tinh đạt kích thước 15mm, độ nhám bề mặt là Rz = 10m.
Dùng khối V dài khống chế 4 bậc tự do để định vị và kẹp chặt chi tiết ở mặt ngoài mặt trụ 80mm. Hai bậc tự do còn lại dùng hai chốt có khứa nhám chống xoay như hình vẽ.
Hai đầu kẹp liên động kẹp chặt chi tiết.
¨ Chọn máy: 6H12 có các thông số kỹ thuật:
– Số cấp trục chính Z = 18
– Phạm vi tốc độ trục chính 301500[V/p]
– Công suất động cơ chính N = 7[Kw]
– Công suất động cơ chạy dao Ncd= 2,8[Kw]
– Hiệu suất của máy = 0,75
– Lực lớn nhất cho phép cơ cấu tiến của máy Pmax= 1500[KG]
Thiết kế đầu khoan nhiều trục gia công chi tiết hộp
No comments:
Post a Comment