Thiết kế quy trình công nghệ gia công chi tiết gối đỡ
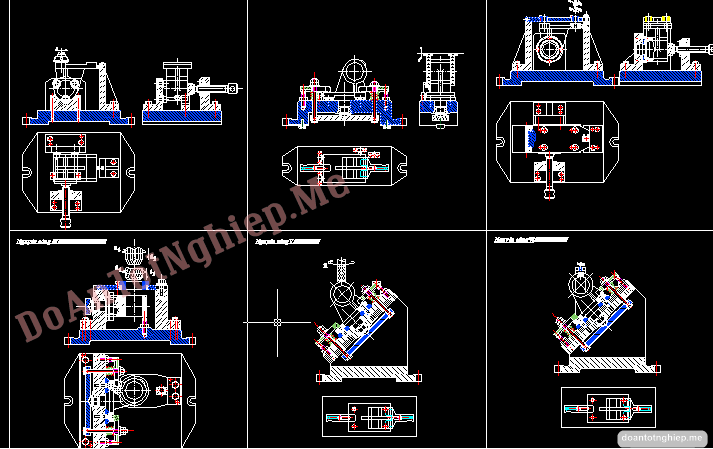
Mô tả đồ án: Gồm các file như ảnh trên bao gồm tất cả các file 3D, xuất bản vẽ ra PDF, CAD, video mô phỏng cấu tạo + nguyên lý hoạt động+ Sơ đồ nguyên công, đồ gá + THuyết minh
Giá: 250.000vnđ – Mã số: doantotnghiep.me_CTM0000066
Tải đồ án
CHƯƠNG I:PHÂN TÍCH ĐIỀU KIỆN KỸ THUẬT
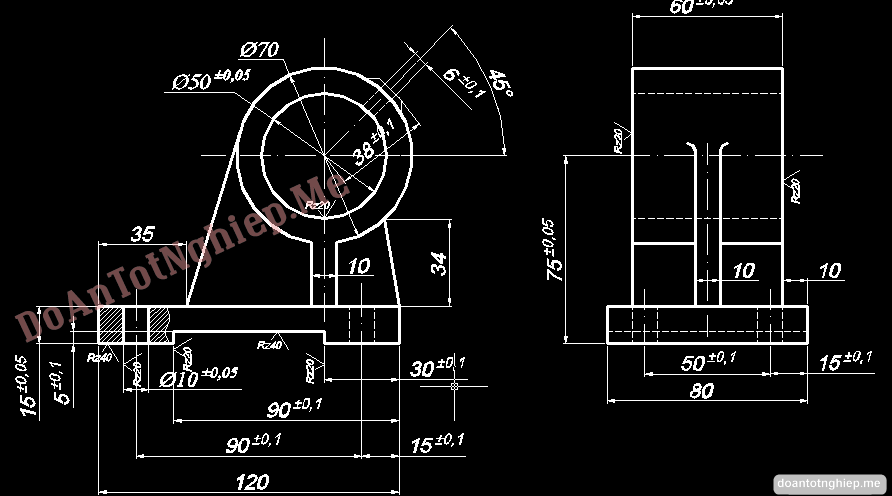
Dựa vào bản vẽ chi tiết của “ gối đỡ ”, ta thấy chi tiết có dạng hộp. Chi tiết làm nhiệm vụ đỡ đầu trục của máy, mặt trong của gối có lắp một bạc lót, quá trình làm việc được bôi trơn( dầu bôi trơn được tra vào vùng không gian giữa mặt trong của gối và mặt ngoài của bạc lót, khi đó bạc lót này sẽ tương đương với một ổ trượt làm việc theo điều kiện bôi trơn thủy động – bôi trơn ma sát ướt, đây là điều kiện lý tưởng nhất đảm bảo quá trình hoạt động cho trục và ổ đồng thời kéo dài tuổi thọ của các chi tiết máy liên quan.
Do gối đỡ là chi tiết dạng hộp nên trên chi tiết có những bề mặt các lỗ chính phải gia công với độ chính xác cùng độ bóng theo yêu cầu nhằm đảm bảo điều kiện kỹ thuật khi làm việc. Từ bản vẽ chi tiết ta có thể thấy được bề mặt làm việc chủ yếu của chi tiết “ gối đỡ ” là mặt trụ trong có đường kính f 50 để lắp ổ trượt.
Vì vậy để gia công được chính xác với những yêu cầu kỹ thuật đề ra đối với chi tiết có dạng hộp này, ta cần chọn và gia công mặt phẳng A ( mặt phẳng đáy ) và 2 lỗ f 10 với độ chính xác cấp 6 ¸ 8 để làm chuẩn tinh (trong đó mặt đáy được chọn làm chuẩn tinh chính, 2 lỗ f 10 được chọn làm chuẩn tinh phụ) khi gia công các bề mặt còn lại của chi tiết.
Ngoài ra chi tiết phải làm việc trong điều kiện rung động, lực và mômen thay đổi vì vậy ta chọn vật liệu chế tạo “ gối đỡ ” bằng gang xám GX 15-32 có thành phần hoá học chủ yếu là :
C = 3 – 3,7 Si = 1,2 – 2,5 Mn = 0,25 – 1,00
S < 0,12 P =0,05 – 1,00
- Với độ bền kéo : dbk = 150 Mpa
- Với độ bền uốn : dbu = 320 MPa
CHƯƠNG II:XÁC ĐỊNH PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
Trong sản xuất có rất nhiều phương pháp chế tạo phôi khác nhau, tuỳ từng điều kiện cụ thể của từng dạng sản xuất và điều kiện sản xuất của từng nhà máy mà ta có phương pháp tạo phôi khác nhau. Điều cần chú ý khi chọn phôi là phôi phải có hình dáng gần giống như chi tiết cần gia công, như vậy sẽ giảm được các bước công nghệ, nguyên công cần thiết và lượng dư gia công không cần thiết . Từ đó sẽ giảm được chi phí ban đầu giảm giá thành sản phẩm sau này. Có rất nhiều cách chế tạo phôi khác nhau như phôi thép thanh, phôi thép cán, phôi dập , phôi rèn tự do, phôi đúc…
3.1. Choïn daïng phoâi:
Dựa vào bản vẽ ta thấy chi tiết gối đỡ có cấu tạo tương đối đơn giản. Vật liệu là gang xám nên có tính đúc tương đối tốt (tính chảy loãng tốt) chính vì lý do như vậy ta chọn phương pháp chế tạo phôi bằng phương pháp đúc.
3.2.Choïn phöông phaùp cheá taïo phoâi:
- Các phương pháp đúc:
* Đúc trong khuôn kim loại:
Có thể tạo ra sản phẩm có chất lượng cao, kích thước chính xác, độ bóng bề mặt cao, có khả năng cơ khí hoá, tự động hoá cao.
Giá thành sản xuất đúc nói chung hạ hơn so với các dạng sản xuất khác.
Vật đúc dễ tồn tại các dạng rỗ co, rỗ khí, nứt . . .
Tiêu hao một phần kim loại do hệ thống rót, đậu ngót. . .
Khi đúc trong khuôn kim loại, tính dẫn nhiệt của khuôn cao nên khả năng điền đầy kém. Mặt khác có sự cản cơ của khuôn kim loại lớn nên dễ gây ra nứt.
* Đúc áp lực
Đúc được các vật liệu đúc phức tạp có thành mỏng, đúc được các lỗ nhỏ có kích thước khác nhau, có độ bóng và chính xác cao, cơ tính của vật liệu tốt, năng suất cao.
Nhưng khuôn chóng bị mòn do kim loại nóng bào mòn khi được dẫn dưới áp lực cao.
*Đúc ly tâm
Đúc được các vật tròn rỗng mà không cần dùng lõi do đó tiết kiệm được vật liệu và công làm lõi.
Không cần dùng hệ thống rót lên tiết kiệm được kim loại, có thể đúc được các vật thể mỏng. Vật đúc có tỏ chức kim loại mịn chặt không tồn tại dạng xỉ khi co ngót, khuôn đúc cần có độ bền cao do làm việc ở nhiệt độ cao, lực ép của kim loại lỏng lớn.
Khó đạt được đường kính lỗ vật đúc chính xác, do khó định lượng kim loại chính xác trước khi rót.
Chất lượng bề mặt trong của vật đúc kém do chứa nhiều tạp chất.
* Đúc trong khuôn mẫu chảy.
Vật đúc có độ chính xác và độ bóng rất cao, có thể đúc được các vật phức tạp và có thể đúc được các hợp kim nóng chảy ở nhiệt độ cao, năng suất không cao. Dùng để đúc kim loại quý hiếm, cần tiết kiệm vật liệu.
*Đúc liên tục.
Thích hợp với vật đúc dài, tiết diện không đổi và có chiều dài không hạn chế, đúc các tấm kim loại thay cho cán, vật đúc không có rỗ co, rỗ khí, rỗ xỉ, ít bị thiên tích. Cơ tính vật đúc cao, năng xuất cao, giá thành giảm. Vật đúc dễ bị nứt, không đúc được các vật phức tạp .
* Đúc khuôn vỏ mỏng.
Đạt được độ bóng và chính xác cao, vật đúc ít rỗ và ít bị khuyết tật. Giảm chi phí kim loại, quá trình đúc dễ cơ khí hoá tự động hoá. Chu trình làm khuôn dài, giá thành khuôn cao.
- Phương pháp đúc chi tiết gối đỡ:
Gối đỡ có khối lượng nhỏ và dạng sản xuất loạt lớn nên ta chọn phôi đúc trong khuôn kim loại. Đúc trong khuôn kim loại có những ưu điểm sau:
– Có thể tạo ra sản phẩm có chất lượng cao, kích thước chính xác, độ bóng bề mặt cao, có khả năng cơ khí hoá tự động hoá cao.
– Giá thành sản xuất đúc nói chung hạ hơn so với các phương pháp tạo phôi khác.
– Cơ tính của vật đúc cao, tuổi bền kim loại cũng cao.
– Đúc trong khuôn kim loại cho phép nâng cao năng suất và tránh những sai hỏng trong khi tạo phôi.
KÕt luËn :
Qua ph©n tÝch nh÷ng u, nhîc ®iÓm cña c¸c ph¬ng ph¸p chÕ t¹o ph«i ta chän ph¬ng ph¸p ®óc trong khu«n kim lo¹i ®Ó chÕ t¹o ph«i. Ngoµi nh÷ng u ®iÓm cña ph¬ng ph¸p nµy cßn phï hîp víi ®iÒu kiÖn s¶n xuÊt, yªu cÇu chÊt lîng ph«i ®óc vµ tho¶ m·n yªu cÇu vÒ kinh tÕ vµ n¨ng suÊt.
Hình 1.2 Bản vẽ chi tiết lồng phôi
CHƯƠNG III:XÁC ĐỊNH DẠNG SẢN XUẤT
Muốn xác định được dạng sản xuất trước hết ta phải biết được sản lượng hàng năm của chi tiết gia công. Sản lượng hàng năm được tính theo công thức :
N = N1.m ( 1 + )
ở đây : N – Số chi tiết được sản xuất trong một năm
N1- Số sản phẩm (số máy) được sản xuất trong một năm
(1.500 chi tiết / năm )
m – Số chi tiết trong một sản phẩm ( một máy )
b – Số chi tiết được chế tạo thêm để dự phòng ( b = 5 ¸ 7 %)
a – Số chi tiết phế phẩm ( chủ yếu là trong phân xưởng rèn và
đúc ) a = 3 ¸ 6 %
Như vậy N được tính như sau :
N = N1.m ( 1 + ) Þ N = 15000.1 ( 1 + ) = 16500
Vậy ta có N = 16500 ( chi tiết / năm )
Khối lượng của chi tiết được xác định theo công thức :
Q = V.g
Trong đó :
Q – Trọng lượng của chi tiết ( Kg) .
g – Khối lượng riêng của vật liệu , vật liệu là gang xám
g = 7 Kg/dm3
V – Thể tích của chi tiết ( dm3) .Theo hình vẽ dưới đây, ta có:
V = V3-V1 – 4V2 +V4 +V5-V6-V7+2V8
Hình 3.1 Sơ đồ tính thể tích chi tiết
Trong đó, ta tính thể tích cho từng phần như sau :
V1 = 60.80.5 = 24000( mm3)
V2= = 1177,5( mm3)
V3= = 144000( mm3)
V4= = 26010( mm3)
V5= = 230790( mm3)
V6= = 117750( mm3)
V7= = 282,60( mm3)
V8= = 6250( mm3)
Như vậy, ta có:
V = V3-V1 – 4V2 +V4 +V5-V6-V7+2V8
= 144000 – 24000 – 4.1177,5 + 26010 + 230790- 117750- 282,60 + 2.6250
= 266557,40 ( mm3)» 0,26655740 ( dm3)
- Q = Vg = 7. 0,26655740 ( mm3) » 1,87 ( kG)
BẢNG ĐỊNH DẠNG SẢN XUẤT:
|
Dạng sản xuất
| Q1 trọng lượng | |||
| > 200 Kg | (4 – 200) Kg | < 4 Kg | ||
| Sản lượng hàng năm trong chi tiết . | ||||
| Đơn chiếc | < 5 | < 10 | < 100 | |
| Hàng loạt nhỏ | 55 -100 | 10 -200 | 100- 500 | |
| Hàng loạt vừa | 100- 300 | 200 – 500 | 500 -5000 | |
| Hàng loạt lớn | 300 -1000 | 500 -5000 | 5000 – 50000 | |
| Hàng khối | > 100 | > 5000 | >50000 | |
Dựa vào bảng 2 trong TKĐA công nghệ với sản lượng 16500 chi tiết / năm và khối lượng chi tiết là 1,87 Kg ta xác định được dạng sản xuất loạt lớn.
CHƯƠNG IV:THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG
4.1. Xác định đường lối công nghệ :
Trong quá trình thực hiện sản xuất thì đường lối công nghệ có ý nghĩa quyết định đến sự đảm bảo về độ chính xác, khả năng làm việc, độ bóng bề mặt giá thành và chất lượng của sản phẩm. Vì vậy tuỳ từng điều kiện sản xuất mà ta có rất nhiều cách thực hiện biên pháp công nghệ khác nhau nhằm đảm bảo năng xuất và độ chính xác theo yêu cầu. Ta có thể thực hiện các bước công nghệ bằng cách tập trung nguyên công , phần tán nguyên công. Do chi tiết được sản xuất theo kiểu hàng loạt lớn với độ chính xác và độ bóng tương đối cao ngoài ra còn để phù hợp với điều kiện sản xuất chủ yếu là gia công chi tiết trên máy vạn năng với đồ gá chuyên dùng nên ta chọn phương pháp phân tán nguyên công.
Để phù hợp với điều kiện sản xuất hàng loạt lớn tuỳ từng điều kiện của cơ sở sản xuất, vật liệu, phôi mà ta có thể sử dụng các máy vạn năng, chuyên dùng, tự động, bán tự động … cùng các đồ gá chuyên dùng để thực hiện quá trình công nghệ gia công sản phẩm.
Từ bản vẽ chi tiết ta có thể thấy rằng :
Gối đỡ có kết cấu tương đối đơn giản , các bề mặt cần gia công cho phép thoát dao tương đối dễ dàng. Các lỗ trụ lớn có thể dùng dao tiện để gia công.
Vật liệu gia công chi tiết gối đỡ được làm bằng gang xám nên rất thuận lợi cho ta khi chế tạo phôi bằng phương pháp đúc tiên tiến, với dạng sản xuất đơn chiếc hoặc sản xuất hàng loạt nhỏ ta có thể chọn phương pháp chế tạo phôi bằng phương pháp đúc trong khuôn cát, nếu là sản xuất hàng loạt lớn và hàng khối ta có thể chọn phương pháp chế tạo phôi trong khuôn kim loại nhằm nâng cao năng suất và độ chính xác khi chế tạo phôi.
Hình dạng của chi tiết tương đối đơn giản, chỉ gồm các lỗ tròn và mặt phẳng là chủ yếu nên tạo điều kiện cho việc gia công và kiểm tra các kích thước một cách dễ dàng và nhanh chóng.
Bề mặt làm chuẩn A ( mặt đáy ) có diện tích nhất định nên cho phép ta có thể thực hiện được nhiều nguyên công khi thực hiện chọn mặt đó làm chuẩn định vị.
Cần gia công mặt phẳng đáy với độ bóng cần thiết Rz20 để làm chuẩn tinh chính và 2 trong số 4 lỗ f 10 có đường tâm song song với nhau và vuông góc với mặt phẳng đáy đạt 0,02 mm/ 100 mm, với độ bóng Rz10 để làm chuẩn tinh phụ cho các nguyên công sau.
Trên chi tiết được gia công 1 lỗ f6 tại 2 mặt trụ ngoài f70( lệch góc 45o) dùng để tra dầu bôi trơn.
4.2. Lập sơ bộ thứ tự các nguyên công :
Để có thể gia công được sản phẩm đảm bảo được năng xuất cũng như độ chính xác ta phải có đường lối công nghệ đúng đắn. Phân chia ra các nguyên công ( Các bước công nghệ ) sao cho phù hợp, như nguyên công nào được thực hiện trước, nguyên công nào sau sao cho việc chọn chuẩn thống nhất được các bề mặt trước từ đó làm cơ sở để gia công các bề mặt sau có độ chính xác cao hơn. Chính vì lý do này ta chia quá trình gia công chi tiết ra các nguyên công như một số phương án dướ đây:
Hình 4.1 Sơ đồ chỉ dẫn các bề mặt khi gia công
Các phương án gia công chi tiết:
* Phương án 1:
Nguyên công 1 : Phay mặt phẳng A.
Nguyên công 2 : Khoan, khoét và doa 4 lỗ f 10.
Nguyên công 3 : Tiện mặt đầu H và gia công lỗ có đường kính f 50.
Nguyên công 4 : Tiện mặt đầu G còn lại.
Nguyên công 5 : Phay lỗ f10 và khoan lỗ f6 tại 2 mặt trụ ngoài f70( lệch góc 45o)
* Phương án 2:
Nguyên công 1 : Phay mặt phẳng A.
Nguyên công 2 : Phay mặt phẳng B.
Nguyên công 3 : Khoan, khoét và doa 4 lỗ f 10.
Nguyên công 4 : Tiện mặt đầu H và gia công lỗ có đường kính f 50.
Nguyên công 5: Tiện mặt đầu G còn lại.
Nguyên công 6 : Phay lỗ f10 và khoan lỗ f6 tại 2 mặt trụ ngoài f70( lệch góc 45o)
Từ các phương án trên đây, ta chọn lấy 1 phương án tối ưu nhất là phương án 1. Đây là phương án hợp tính công nghệ nhất, cho phép dễ dàng gia công chi tiết và đạt độ chính xác cao n
4.3. Sơ đồ định vị và kẹp chặt của các nguyên công khi gia công chi tiết
Thiết kế quy trình công nghệ gia công chi tiết gối đỡ
No comments:
Post a Comment