Thiết kế dây chuyền sản xuất thức ăn chăn nuôi

Mô tả đồ án: Gồm các file như ảnh trên bao gồm tất cả các file CAD, Thuyết minh
Giá: 450.000vnđ – Mã số: doantotnghiep.me_TKM000023
Tải đồ án
LỜI NÓI ĐẦU
Đất nước ta đang trong thời kỳ công nghiệp hoá, hiện đại hoá, vì vậy việc nghiên cứu và chế tạo các dây chuyền và thiết bị hiện đại là một việc rất cần thiết. Việc nâng cao công nghệ nhằm giải phóng sức lao động và nâng cao năng suất, tạo điều kiện làm cho đất nước ngày càng giàu mạnh, nâng cao mức sống của người dân, đồng thời đuổi kịp với nền công nghiệp hiện đại của thế giới.
Để thực hiện được những công việc trên, chúng ta không ngừng học hỏi mà còn phải vận dụng sáng tạo những điều đã học vào thực tế một cách có hiệu quả. Đồ án tốt nghiệp là bước khởi đầu cho các sinh viên làm quen với việc thiết kế và tác phong của một người cán bộ kỹ thuật, tìm hiểu và đi sâu với các máy móc thiết bị trong thực tiễn.
Đây thực sự không phải là một công việc đơn giản vì là vấn đề mới mẻ và chưa có kinh nghiệm trong quá trình thiết kế nên khong tránh khỏi những thiếu sót, rất mong sự góp ý và thông cảm của các thầy.
Để hoàn thành được công việc thiết kế này, em xin chân thành cảm ơn sự hướng dẫn tận tình của thầy Châu Mạnh Lực và sự giúp đỡ của các bạn bè.
Sinh viên thực hiện
KIM NGỌC SÁU
Chương 1
TÌM HIỂU CÔNG NGHỆ SẢN XUẤT THỨC ĂN
NUÔI TÔM
1.1 PHÂN LOẠI HỖN HỢP HẠT LƯƠNG THỰC
– Trong dây chuyền sản xuất thức ăn hỗn hợp cho tôm thì khâu phân loại hỗn hợp hạt, hỗn hợp các thành phần thức ăn co tôm , hỗn hợp các sản phẩm trung gian và sản phẩm cuối cùng được coi là khâu cơ bản.
– Trong nguyên liệu đưa vào nhà máy luôn có lẫn các giống hạt khác, hạt dại, tạp chất khoáng và tạp chất hữu cơ. Mục đích của sự phân loại hỗn hợp hạt là thu được khối đồng nhất các hạt cần đưa vào dây chuyền sản xuất chính. Quá trình phân loại trong các xí nghiệp sản xuất thức ăn hỗn hợp cho tôm gồm hai phần :
+ Loại tạp chất ra khỏi khối hạt.
+ Phân chia khối hạt thành những hợp phần có chất lượng khác nhau để chế biến riêng.
1.2 GIỚI THIỆU CÔNG NGHỆ SẢN XUẤT THỨC ĂN NUÔI TÔM
Để tạo ra sản phẩm đúng tiêu chuẩn và đúng yêu cầu về chất lượng, qui trình sản xuất thức ăn nuôi tôm cần có những công đoạn sau.
1.2.1 Công đoạn 1: Chuẩn bị nguyên liệu
– Việc chuẩn bị nguyên liệu trước khi đưa vào máy nghiền là rất quan trọng vì nó quyết định chất lượng và tiêu chuẩn của sản phẩm.
– Tính chất của hạt ngũ cốc được đặc trưng bởi cấu tạo thành phần hoá học, tính chất cơ lý và tính chất hoá sinh của hạt.
– Tính chất của hạt có ảnh hưởng quyết định đến quá trình sản xuất.
1.2.2 Công đoạn 2 : Nghiền các loại hạt
– Nghiền hạt là một quá trình biến vật thể thành các phần tử nhỏ hơn nhờ lực phá vỡ lớn hơn lực liên kết của các phần tử bột. Có hai hình thức nghiền : nghiền đơn giản và nghiền phức tạp.
+ Nghiền đơn giản : là qúa trình biến vật thể thành các phần tử có kích thứơc xác định, các phần tử này là sản phẩm cuối cùng của quá trình nghiền.
+ Nghiền phức tạp : là quá trình biến vật thể rắn thành những phần tử có kích thước nhỏ hơn, nhưng sau mỗi lần nghiền có phân loại và các phần tử có kích thước khác nhau được đưa vào các hệ nghiền khác nhau để tiếp tục nghiền cho nhỏ hơn.
– Trong dây chuyền sản xuất bột cùng loại có thể áp dụng hình thức nghiền đơn giản hoặc nghiền phức tạp. Nhưng trong sản xuất bột phân loại thì nhất thiết phải áp dụng phương pháp nghiền phức tạp.
Tỷ lệ lấy bột (phần trăm bột lấy được từ hạt) cũng như chất lượng bột thành phẩm phụ thuộc rất nhiều vào độ hoàn thiện của quá trình nghiền hạt. Năng lượng tiêu hao của quá trình nghiền thường chiếm khoảng 50 – 80% tổng số năng lượng tiêu hao của toàn bộ dây chuyền sản xuất của các nhà máy.
1.2.3 Công đoạn 3 : Định lượng nguyên liệu
– Trong các dây chuyền sản xuất cần thiết phải định lượng nguyên liệu sản phẩm và các bán thành phẩm ở các công đoạn chế biến trung gian. Nếu thành phẩm gồm nhiều nguyên liệu thì khâu định lượng để đảm bảo đúng tỷ lệ thành phần và khâu trộn để đảm bảo tính đồng đều là cần thiết. Đặc biệt số xí nghiệp chế biến thức ăn hỗn hợp, thức ăn gia súc thì các máy định lượng, máy trộn và máy tạo viên là rất quan trọng.
– Thông thường các máy định lượng được lắp ngay dưới boong khe dưới đặt trước các máy. Dụng cụ định lượng thường là cân gián đoạn theo mẻ, dựa vào nguyên tắc định lượng. Nhưng đồng thời đã có các máy định lượng làm việc liên tục theo nguyên tắc trọng lượng và thể tích.
– Các máy định lượng theo thể tích thường dùng các loại vật liệu có độ tơi, khối lượng riêng ít thay đổi để có sai số nhỏ như các loại hạt, loại bột, ….
1.2.4 Công đoạn 4 : Trộn khô các loại bột
– Nguyên liệu để trộn bao gồm :
1. Bột gạo 4. Bột cá
2. Bột ngô 5. Bột đậu phộng
3. Bột đậu nành 6. Bột tấm
– Trong sản xuất thức ăn hỗn hợp phục vụ cho nuôi tôm phải đảm bảo các thành phần được phân bố đều trong toàn khối thức ăn, nghĩa là thức ăn phải thống nhất về giá trị dinh dưỡng. Đặc biệt là những thành phần có hoạt động sinh lý cao nếu không phân bố đều thì sẽ gây tác hại đến kết quả chăn nuôi.
– Để các thành phần trong hỗn hợp thức ăn phân bố đều ta tiến hành trộn làm cho hỗn hợp thức ăn thành một khối thống nhất. Hệ số đồng đều của hỗn hợp
(5. 2)[3]
Trong đó : x là giá trị trung bình của các thành phần trong mẫu (%)
x1 là giá trị của mẫu kiểm tra nào đó (%)
n là số lưộng mẫu kiểm tra
– Nếu trộn đều thì x1 gần bằng x lúc đó Vc 0, điều này chứng tỏ hiệu suất trộn rất cao, ngược lại giá trị Vc càng lớn thì hiệu suất trộn càng thấp.
– Quá trình trộn thực hiện trong máy trộn gián đoạn hay máy trộn liên tục.
1.2.5 Công đoạn 5 : Trộn bột nhão
-Sau khi hỗn hợp bột khô được trộn đều thi ta cho nước vào hỗn hợp bột để tạo sự dính kết để ta ép viên.
1.2.6 Ép viên
– Tạo viên thức ăn chăn nuôi là định hình các hỗn hợp thức ăn sau khi trộn. Mục đích tạo viên là làm chặt các khối hỗn hợp, tăng khối lượng riêng và khối lượng thể tích (tới 1000 1300 kg/m3 ), làm giảm khả năng hút ẩm và oxy hoá trong không khí, giữ chất lượng dinh dưỡng. Nhờ đó, hỗn hợp thức ăn bảo quản được lâu hơn, gọn hơn, vận chuyển dễ dàng hơn, giảm được chi phí vận chuyển và bảo quản. Ngoài ra, đặc biệt đối với chăn nuôi gia cầm và cá, tôm, việc phân phát và cho ăn thức ăn viên thuận lợi hơn về chất lượng và độ đồng đều, tạo điều kiện để cơ khí hoá phân phát thức ăn …
Chỉ số độ chặt của sản phẩm ép được biểu diễn bằng hệ số nén
V và V1 – thể tích của hỗn hợp trước và sau khi ép (m3 )
1.2.7 Công đoạn 7 : Sấy sản phẩm
– Sau công đoạn ép sản phẩm ở dạng ướt nên để sản phẩm được đảm bảo lâu dài thì phải sấy. Sản phẩm sau khi sấy có một độ ẩm nhất định ( 5 7% )
– Trong lĩnh vực chế biến thức ăn cho chăn nuôi thì tính chất nguyên liệu còn đa dạng nhiều, cho nên người ta sử dụng nhiều dạng máy sấy chuyên dùng với các chế độ sấy nghiêm ngặt.
1.2.8 Công đoạn 8 : Sàng phân loại
– Sàng phân loại là dựa vào sự khác nhau về kích thước của hai thành phần cần chia. Có thể dùng sàng cố định hoặc sàng lắc ngang.
– Tùy theo năng suất của nhà máy lớn hay nhỏ và sự khác nhau về tính chất của các thành phần trong hỗn hợp mà tổ hợp sàng gồm một số sàng nhất định.
1.2.9 Công đoạn 9 : Cân và đóng bao
Sau khi sàng phân loại xong sản phẩm được đưa qua khâu cân và đóng bao.
1.3 SƠ ĐỒ CHUNG CỦA CẢ DÂY CHUYỀN
Từ những yêu cầu về kỹ thuật và công nghệ chế biến thức ăn cho chăn nuôi, ta phải xây dựng một dây chuyền sản xuất chế biến thức ăn chăn nuôi để đáp ứng các nhu cầu trên. Qua quá trình tiếp cận và tham khảo tài liệu ta có thể thiết lập một dây chuyền chế biến thức ăn như sau :
Hình 1.1 Sơ đồ qui trình công nghệ
Chương 2
CÁC THIẾT BỊ TRONG DÂY CHUYỀN CÔNG NGHỆ
2.1. Máy trộn :
2.1.1. Đặt vấn đề :
Trong dây chuyền chế biến thức ăn nói chung , đặc biệt trong các xí nghiệp chế biến thức ăn gia súc và nuôi tôm thường sử dụng máy trộn để thu được hỗn hợp sản phẩm gồm nhiều thành phần có tỷ lệ nhất định trộn lẫn với nhau và phân bố đều. Thành phần các chất dù được định lượng chính xác nhưng nếu không được đưa qua máy trộn làm việc có hiệu quả thì chưa chắc đã thu được sản phẩm mà khi thành các liều nhỏ lại chứa đủ các thành phần các chất theo tỷ lệ định trước.
2.1.2. Các loại máy trộn :
a) Loại 1 : Máy trộn kiểu dùng cánh đảo
Hình 2.1. Sơ đồ máy trộn kiểu cánh đảo
1. Động cơ điện 5. Cặp bánh răng nón
2. Cánh đảo trộn 6. Hộp giảm tốc
3. Trục cánh đảo 7. Đế máy
4. Thùng chứa liệu 8. Cửa tháo liệu
Nguyên lý làm việc: các loại nguyên liệu thành phẩm được đưa vào máy trong thùng chứa 4. Động cơ 1 quay truyền qua hộp giảm tốc 6 và cặp bánh răng nón 5 làm quay trục canh đảo. Nguyên liệu được trộn đều trong thùng chứa rồi xả cho công đoạn tiếp theo qua cửa tháo liệu 8. Việc điều chỉnh thời gian trộn dài hay ngắn tuỳ theo tính chất nguyên liệu và yêu cầu công nghệ.
b) Loại 2 : Máy trộn vít xoắn nằm nghiêng
Hình 2.2: Sơ đồ máy trộn vít xoắn kiểu nằm nghiêng
Nguyên lý làm việc:
Máy trộn có vít nằm nghiêng làm việc gián đoạn, gồm : thùng trộn hình nón 5, bên trong thùng đặt vít tải nằm nghiêng 8. Vít xoắn đặt nghiêng theo độ nghiêng của đường sinh thùng trộn. Ngoài ra phía trên của vít xoắn còn nối với cần 7 do môtơ 6 quay để quay vít 8 quanh trục thẳng đứng của thùng 5, nhằm đạt được khả năng đảo trộn đồng đều nguyên liệu trong thùng trộn. Vít xoắn 8 được truyền động từ động cơ 1 qua hộp giảm tốc 3 tới khớp các đăng 9. Sau thời gian đảo trộn đạt yêu cầu, mở van chắn của ống tháo sản phẩm 4 để thu hồi sản phẩm bột hỗn hợp.
c) Loại 3 : Máy trộn kiểu cánh đảo có thùng chứa nằm ngang :
Hình 2.3: Sơ đồ máy trộn kiểu vít ngang
1. Động cơ 5. Cửa nạp liệu
2. Hộp giảm tốc 2 cấp đồng trục 6. Trục trộn
3. Bộ truyền xích 7. Vỏ thùng trộn
4. Cánh trộn 8. Cửa xả
2.2.Máy ép viên :
2.2.1. Đặt vấn đề :
Trong chế biến thức ăn gia súc máy ép đóng một vai trò rất quan trọng vì nó làm sản phẩm có hình dạng xác định, cải tiến được điều kiện vận chuyển, bảo quản một cách dễ dàng.
2.2.2. Các loại máy ép viên :
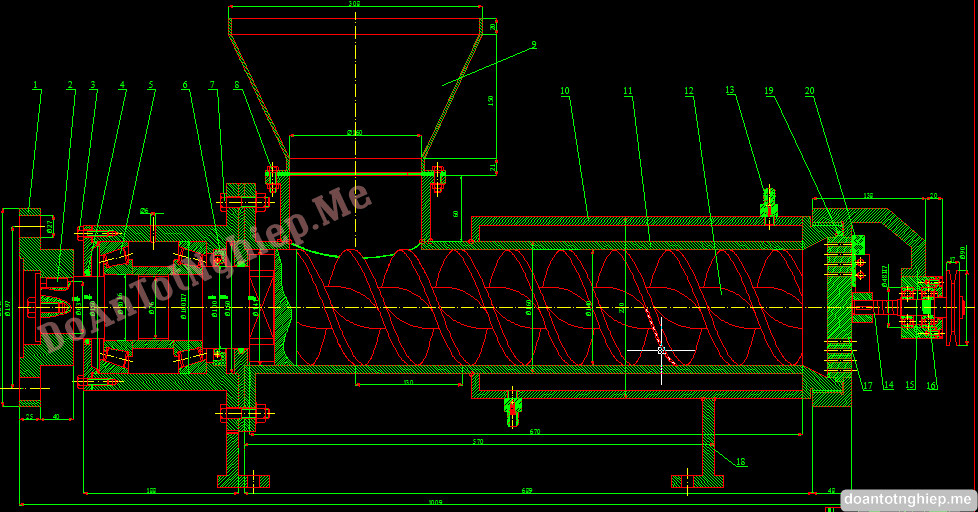
a) Loại 1: Máy ép kiểu vít tải
Hình 2.4: Sơ đồ máy ép viên kiểu vít tải
1. Động cơ 5. Thùng máy
2. Hộp giảm tốc 6. Khuôn ép
3. Trục vít tải 7. Đế máy
4. Phểu chứa liệu
Nguyên lý làm việc :
Nguyên liệu được đưa từ máy trộn vào phểu chứa liệu 4. Động cơ 1 quay làm trục vít tải 3 quay, nguyên liệu theo chiều quay của vít tải tới khuôn ép.
b) Loại 2 : Máy ép kiểu trục cán có khuôn trụ
Hình 2.5: Nguyên lý cấu tạo máy ép viên kiểu trục cán có khuôn trụ
2.3. Máy nghiền :
2.3.1. Đặt vấn đề :
Để tăng khả năng tiêu hoá của tôm và các loài gia súc và gia cầm nói chung , các nguyên liệu được dùng làm thức ăn chăn nuôi cần được sấy khô, nghiền mịn vàg trộn đều với nhau . Nếu tôm và các loại gia súc, gia cầm ăn các loại hạt không nghiền sẽ dẫn đến lãng phí thức ăn vì một số thức ăn chưa tiêu hoá đã theo phân ra ngoài , mặt khác phải tiêu tốn năng lượng cho việc nhai thức ăn nên ảnh hưởng đến việc sinh trởng và phát triển của chúng . Chính vì vậy mà việc nghiền nguyên liệu là rất cần thiết và quan trọng .
2.3.2. Các loại máy nghiền :
a) Loại 1 : Máy nghiền răng hai trục :
Thường dùng để nghiền các loại thức ăn từ củ , quả . Các máy này nghiền nguyên liệu theo nguyên lý chặt, cắt , xé, bẻ
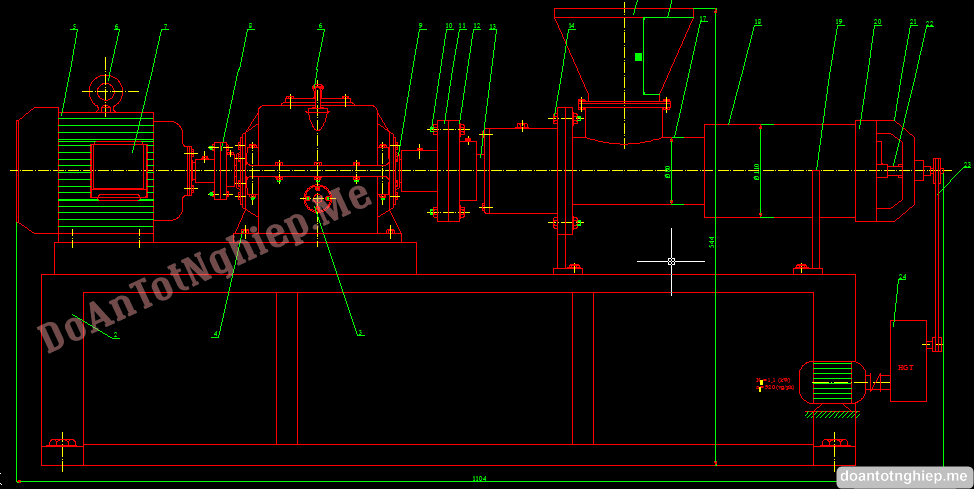
5.2. THIẾT KẾ QTCN CỦA VÍT ÉP .
5.2.1. Phân tích chi tiết gia công .
5.2.1.1. Công dụng
Chi tiết gia công là một vít ép dạng trụ có đường kính là 140 , chiều dài là 670mm. Dùng để làm trục vít ép trong máy ép viên thức ăn nuôi tôm.
5.2.1.2. Các yêu cầu kỹ thuật:
Độ không song song giữa mặt trụ ngoài với mặt trụ trong không quá 0,1mm trên 100mm chiều dài đo .
Độ đảo mặt đầu giữa mặt đầu của trục vít với mặt trụ ngoài không quá 0,1/100mm chiều dài .
5.2.1.3. Vật liệu chế tạo:
Chi tiết ta làm bằng thép 45, phôi ta chọn là phôi đúc, và có những đặc tính sau: Tính đúc tốt, dòn, dẻo kém, dể gia công cắt gọt.
Thép 45loại này có cơ tính trung bình, được dùng làm các chi tiết chịu tải trong nhẹ và trung bình .
Cơ tính của chúng như sau :
+ Sức bền chảy ch= 17 Kg/mm2
+ Sức bền kéo bk= 21 Kg/mm2
+ Sức bền uốn u= 40 Kg/mm2
5.2.1.4. Phân tích chi tiết gia công :
Nhìn chung chi tiết gia công không phức tạp lắm nên tính công nghệ cao
5.2.2. XÁC ĐỊNH DẠNG SẢN XUẤT
Dựa vào sản lượng cần sản xuất và theo khối lượng của chi tiết cần gia công ta xác định được dạng sản xuất là loạt bé
5.2.3. CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
5.2.3.1.Chọn dạng phôi:
Ở đây chi tiết chúng ta làm bằng thép 45. Ta chọn loại phôi đúc
Kích thước chi tiết không lớn lắm, hình dáng không phức tạp vì vậy ta chọn phôi đúc là tốt nhất .
5.2.3.2.Phương pháp chế tạo phôi :
Dùng phương pháp đúc trong khuôn cát, vì dạng sản xuất là loạt bé nên đúc trong khuôn cát kinh tế hơn các phương pháp chế tạo phôi khác
+ Chính xác chế tạo phôi : Cấp II
+ Dung sai phôi : = 0.8(mm)
+ Độ bóng bề mặt : 1 3
5.2.3.3. Tra lượng dư gia công cho các bề mặt của phôi :
Lượng dư đối với các kích thước danh nghĩa cho các bề mặt như sau :
+Mặt trụ ngoài là 4,5(mm)
+Hai mặt đầu là 5,5(mm)
5.2. 4. PHÂN TÍCH CHUẨN VÀ LẬP QUI TRÌNH CÔNG NGHỆ
Công việc chọn chuẩn là một công việc có ý nghĩa rất quan trọng. Mục đích của việc chọn chuẩn là nhằm đảm bảo các yêu cầu sau :
+ Chất lượng chi tiết trong quá trình gia công
+ Đảm bảo độ chính xác của chi tiết
+ Đảm bảo năng suất hạ giá thành
5.2.4.1. Chọn chuẩn thô :
Chuẩn thô thường được dùng ở nguyên công đầu tiên trong quá trình gia công cơ, việc chọn chuẩn thô có ý nghĩa quyết định đối với quá trình công nghệ, nó ảnh hưởng tới những nguyên công sau và đến độ chính xác gia công chi tiết. Cho nên khi chọn chuẩn thô cần chú ý những điểm sau :
+ Phân phối đủ lượng dư cho các bề mặt gia công
+ Bảo đảm độ chính xác cần thiết về vị trí tương quan giữa các bề mặt không gia công và bề mặt sắp gia công
+ Nếu chi tiết có một bề mặt không gia công thì ta chọn bề mặt đó làm chuẩn thô.
+ Nếu có một số bề mặt không gia công thì ta chọn bề mặt nào có yêu cầu độ chính xác tương quan cao nhất đối với các bề mặt gia công làm chuẩn thô.
+Trong các bề mặt phải gia công nên chọn mặt nào có lượng dư nhỏ nhất, đều làm chuẩn thô
+Chọn bề mặt làm chuẩn thô tương đối bằng phẳng
+Chuẩn thô chỉ nên dùng một lần
Đối với chi tiết này ta chọn chuẩn thô như sau :
Hình 5.1: Sơ đồ chọn chuẩn thô
Lấy mặt trụ ngoài làm chuẩn thô và được định vị và kẹp chặt trên mâm cặp ba chấu tự định tâm và dùng luynet để tăng độ cứng vững
5.2.4.2. Trình tự gia công chi tiết như sau :
+Nguyên công 1 : Tiện khoả mặt đầu, mặt chuẩn và khoan tâm hai đầu
+ Nguyên công 2 : Tiện thô và bán tinh mặt trụ ngoài
+ Nguyên công 3 : Tiện đường xoắn vít
+ Nguyên công 4 : Tiện mặt trụ ngoài và tiện cắt đứt một đầu dùng để chống tâm
+ Nguyên công 5 : Phay rãnh đầu trục
+ Nguyên công 6 : Nhiệt luyện
+ Nguyên công 7 : Tổng kiểm tra
5.2.5. NỘI DUNG CÁC NGUYÊN CÔNG
5.2.5.1. Nguyên công 1::
+Nguyên công 1 : Tiện khoả mặt đầu, mặt chuẩn và khoan tâm hai đầu
1.Sơ đồ định vị và kẹp chặt :
Hình 5.2: Sơ đồ định vị và kẹp chặt
Chuẩn định vị :
Hai mặt trụ nhỏ ngoài ở đầu trục và luynet vừa định vị vừa kẹp chặt và khống chế 6 bậc tự do
3. chuyển động cắt gọt :
+ Chi tiết gá trên mâm cặp ba chấu tự định tâm và chuyển động quay tròn
+ Dao tiện chuyển động tịnh tiến hướng tâm và hướng trục
4. Chọn máy :
Chọn máy tiện T630
5. Chọn dao :
Chọn dao tiện ngoài thân cong gắn mãnh hợp kim cứng, tra bảng (4-4) trang 295 sổ tay công nghệ chế tạo máy(STCNCTM) tập I ta có:
H = 40(mm) ; B = 25(mm) ; L = 200(mm) ; m = 12(mm); a=25(mm) ; r=2(mm)
Vật liệu dao T15K6
6.Lượng dư gia công :
Với chiều sâu cắt t = 1,4(mm)
7.Tính toán chế độ cắt :
+ Khi tiện
Chọn chiều sâu cắt t=1,4(mm) (Theo bảng5-11TCNCTM II) ta có lượng chạy dao theo bảng S =1(mm/vong).Vận tốc cắt:(m/ph) Theo bảng 5-63 STCNCTM II
Tính hệ số điều chỉnh vận tốc
K=K1.K2.K3. K4.K5;k1= 1.02: hệ số phụ thuộc vào cỏ tính vật liệu
K2= 1: Hệ số phụ thuộc vào chu kỳ bền của dao
K3= 0.8 Hệ số phụ thuộc vào dung dịch trơn nguội
K4= 0.8 Hệ số phụ thuộc vào trạng thái bề mặt phôi
K5= 1.04 Hệ số phụ thuộc vào góc nghiêng chính của dao
Vậy :
Số vòng quay tính toán :69,5(v/ph)
Chọn theo máy : nm= 86(vòng/phút)
Công suất cắt Nc = 3.4(KW). Theo bảng 5-68 STCNCTM II
Thời gian gia công cơ bản:
L= (mm); (t=1.4, =450)
L2= 5 T0= 1(phút)
+ Khi tiện mặt chuẩn
Bước 1 : Tiện thô
Bước 2 :Tiện tinh
– Chọn dao :
Chọn loại dao tiện ngoài làm bằng thép hợp kim T15K6
-Lượng dư gia công :
Lượng dư gia công: Z=0,.5(mm)
– Tính toán chế độ cắt :
a.Tiện thô:
· Chế độ cắt :
Chọn chiều sâu cắt t =0,25(mm) (Theo bảng5-11TCNCTM II) ta có lượng chạy dao theo bảng S = 0.76(mm/vòng).Vận tốc cắt với các thông số như bước tiện thô:(m/ph) Theo bảng 5-63 STCNCTM II
Tính hệ số điều chỉnh vận tốc
K=K1.K2.K3. K4.K5;
K1= 1.02: Hệ số phụ thuộc vào cỏ tính vật liệu
K2= 1 : Hệ số phụ thuộc vào chu kỳ bền của dao
K3= 0.8 : Hệ số phụ thuộc vào dung dịch trơn nguội
K4= 0.8 :Hệ số phụ thuộc vào trạng thái bề mặt phôi
Thiết kế dây chuyền sản xuất thức ăn chăn nuôi
No comments:
Post a Comment