Thiết kế dây chuyền tạo hình mặt lốp xe đạp


Mô tả đồ án: Gồm các file như ảnh trên bao gồm tất cả các file CAD, Thuyết minh
Giá: 450.000vnđ – Mã số: doantotnghiep.me_TKM000026
Tải đồ án
MỤC LỤC
Trang
Lời nói đầu——————————————————————————- 5
PHẦN I: CƠ SỞ LÝ THUYẾT CHUNG———————————————-
CHƯƠNG I: GIỚI THIỆU CHUNG VỀ VẬT LIỆU VÀ QUY TRÌNH CÔNG NGHỆ CHẾ TẠO VẬT LIỆU LÀM LỐP.———————————————————————————
1.1.Giới thiệu về vật liệu làm lốp——————————————————-
1.1.1.Khái niệm—————————————————————————
1.1.2.Tính chất—————————————————————————-
1.1.3.Cao su thiên nhiên—————————————————————–
1.1.4.Cao su tổng hợp ——————————————————————–
1.1.5.Cao su tái sinh ———————————————————————
1.2.Quy trình công nghệ chế tạo vật liệu làm lốp xe đạp —————————-
1.2.1.Quá trình sơ luyện cao su ———————————————————
1.2.2.Quá trình hỗn luyện cao su ——————————————————-
1.3.Các chất phối hợp cho cao su ——————————————————
CHƯƠNG II: GIỚI THIỆU QUY TRÌNH CÔNG NGHỆ SẢN XUẤT LỐP XE ĐẠP VÀ CẤU TẠO LỐP XE ĐẠP—————————————————————————————-
2.1.Sơ đồ quy trình công nghệ sản xuất lốp xe đạp ———————————–
2.2.Cấu tạo lốp xe đạp ——————————————————————-
2.3.Nội dung các công đoạn chính sản xuất lốp xe đạp ——————————
2.3.1.Công đoạn nhiệt luyện cao su —————————————————-
2.3.2.Công đoạn ép đùn mặt lốp ——————————————————–
2.3.3.Công đoạn cán hình mặt lốp ——————————————————
2.3.4.Công đoạn cán tráng vải mành ————————————————–
2.3.5.Công đoạn cắt vải ——————————————————————
2.3.6.Công đoạn sản xuất tanh ———————————————————-
2.3.7.Công đoạn thành hình ————————————————————-
2.3.8.Công đoạn dán mặt lốp ———————————————————–
2.3.9.Công đoạn lưu hóa —————————————————————-
2.3.10.Khâu KCS ————————————————————————-
2.3.11.Công đoạn bọc lốp —————————————————————
CHƯƠNG III: GIỚI THIỆU QUY TRÌNH CÔNG NGHỆ VÀ THIẾT BỊ SẢN XUẤT MẶT LỐP XE ĐẠP 1 MÀU VÀ 2 MÀU ————————————————————————-
3.1.Giới thiệu quy trình công nghệ sản xuất mặt lốp xe đạp ————————
3.1.1.Giai đoạn nhiệt luyện ————————————————————-
3.1.2.Giai đoạn tạo hình mặt lốp ——————————————————-
3.1.3.Kích thước một số chủng loại mặt lốp xe đạp ———————————-
3.2.Giới thiệu về thiết bị chính của quy trình công nghệ sản xuất mặt lốp xe đạp
3.2.1.Máy luyện hở Φ250 (mm)———————————————————
3.2.2.máy cán hình mặt lốp xe đạp 4 trục Φ150 (mm) ——————————-
PHẦN II: TÍNH TOÁN THIẾT KẾ MÁY CÁN HÌNH MẶT LỐP XE ĐẠP 2 MÀU 4 TRỤC Φ150 VÀ MÁY LUYỆN HỞ Φ250 —————————————————————-
CH ƯƠNG IV: PHÂN TÍCH CHỌN PHƯƠNG ÁN THIẾT KẾ MÁY LUYỆN——
4.1.Yêu cầu của cao su nhiệt luyện —————————————————
4.2.Các phương pháp luyện cao su —————————————————–
4.2.1.Phương pháp luyện cao su bằng máy luyện kín ——————————–
4.2.2.Ph ương pháp luyện cao su bằng máy luyện hở ——————————–
CHƯƠNG V: PHÂN TÍCH CHỌN PHƯƠNG ÁN THIẾT KẾ MÁY CÁN HÌNH XE ĐẠP 2 MÀU 4 TRỤC Φ150 —————————————————————————————
5.1.Yêu cầu chế tạo mặt lốp xe đạp —————————————————-
5.2.Các phương án tạo dạng mặt lốp xe đạp ——————————————-
5.2.1.Phương án ép đùn mặt lốp ——————————————————–
5.2.2.Phương án ép bằng máy ép thủy lực ———————————————
5.2.3.Phương án tạo hình bằng máy cán hình 4 trục ———————————-
5.2.4.Phân tích chọn phương án ——————————————————–
CHƯƠNG VI: LẬP SƠ ĐỒ ĐỘNG CỦA MÁY
6.1.Sơ đồ động máy luyện hở Φ250 (mm) ———————————————
6.1.1.Sơ đồ động của máy —————————————————————
6.1.2.Nguyên lý hoạt động của máy —————————————————-
6.2.Sơ đồ động máy cán hình mặt lốp 4 trục Φ150 (mm) —————————-
6.2.1.Sơ đồ động của máy —————————————————————
6.2.2.Nguyên lý hoạt động của máy —————————————————-
CHƯƠNG VII: TÍNH TOÁN THIẾT KẾ MÁY CÁN HÌNH MẶT LỐP XE ĐẠP 2 MÀU Φ150 (mm)
7.1.Tính toán thiết kế hộp giảm tốc —————————————————-
7.1.1.Các số liệu ban đầu —————————————————————-
7.1.2.Tính toán chọn động cơ điện truyền động chính ——————————-
7.1.3.Chọn sơ đồ hộp giảm tốc ———————————————————-
7.1.4.Phân bố tỷ số truyền —————————————————————
7.1.5.Xác định số vòng quay, công suất và mômen của các trục trong hộp giảm tốc
7.1.6. Thiết kế bộ truyền bánh răng cấp nhanh—————————————-
7.1.7. Thiết kế bộ truyền bánh răng cấp chậm—————————————–
7.1.8. Tính toán thiết kế trục và then—————————————————
7.1.9. Tính chọn ổ lăn——————————————————————–
7.1.10. Chon 1 số chi tiết trên vỏ hộp giảm tốc—————————————-
7.2. Tính toán thiết kế cặp bánh răng – bánh đà truyền động trục cán hình——–
7.2.1. Xác định các thông số cơ bản của bánh truyền———————————
7.2.2. Thiết kế bộ truyền—————————————————————–
7.2.3. Tính toán thiết kế hệ thống tang làm mát của máy tạo hình mặt lốp xe đáp-
CHƯƠNG VIII: TÍNH TOÁN THIẾT KẾ KẾT CẤU MÁY LUYỆN HỞ Φ250 (mm)
8.1.Tính toán thiết kế hộp giảm tốc —————————————————-
8.1.1.Các số liệu ban đầu —————————————————————-
8.1.2.Tính toán chọn động cơ điện truyền động chính ——————————-
8.1.3.Chọn sơ đồ hộp giảm tốc ———————————————————-
8.1.4.Phân bố tỷ số truyền —————————————————————
8.1.5.Xác định số vòng quay, công suất và mômen của các trục trong hộp giảm tốc
8.1.6. Thiết kế bộ truyền bánh răng cấp nhanh—————————————-
8.1.7. Thiết kế bộ truyền bánh răng cấp chậm—————————————–
8.1.8. Tính toán thiết kế trục và then—————————————————
8.2. Tính toán thiết kế cặp bánh răng – bánh đà truyền động trục luyện———–
8.2.1. Xác định các thông số cơ bản của bộ truyền———————————–
8.2.2. Thiết kế bộ truyền—————————————————————–
CHƯƠNG IX: MỘT SỐ VẤN ĐỀ VỀ LẮP RÁP VÀ BẢO DƯỠNG – AN TOÀN VÀ VẬN HÀNH
9.1. Lắp ráp——————————————————————————–
9.1.1. Lắp ráp hộp giảm tốc————————————————————–
9.1.2. Lắp hệ thống máy——————————————————————
9.2. Bảo dưỡng máy———————————————————————–
9.3. Bôi trơn——————————————————————————-
9.3.1. Bôi trơn hệ thống giảm tốc——————————————————–
9.3.2. Bôi trơn bộ phân ổ—————————————————————–
9.4. An toàn và vận hành—————————————————————–
9.4.1. An toàn về điện——————————————————————–
9.4.2. An toàn phòng cháy chữa cháy————————————————–
9.4.3. An toàn vận hành máy————————————————————
KẾT LUẬN CHUNG ——————————————————————–
TÀI LIỆU THAM KHẢO ————————————————————–
Phần I
CƠ SỞ LÝ THUYẾT CHUNG
CHƯƠNG I:
GIỚI THIỆU CHUNG VỀ VẬT LIỆU VÀ QUY TRÌNH CÔNG NGHỆ CHẾ TẠO VẬT LIỆU LÀM LỐP XE ĐẠP
1.1. GIỚI THIỆU VỀ VẬT LIỆU LÀM LỐP.
1.1.1. Khái niệm.
– Vật liệu làm lốp chủ yếu là cao su: đó là hợp chất cao phân tử mà mạch đại phân tử của nó có chiều dài lớn hơn rất nhiều lần chiều rộng và được hình thành từ một hoặc nhiều phần tử có cấu tạo hoá học giống nhau và được liên kết với nhau tạo thành chuỗi dài có trọng lượng phân tử lớn.
1.1.2. Tính chất.
– Hoạt động hoá học và tính năng kỹ thuật của cao su phụ thuộc vào thành phần hoá học, cấu tạo, khối lượng phân tử, sự phân bố khối lượng phân tử và sự sắp xếp của các phần tử trong mạch.
– Độ bền nhiệt của cao su phụ thuộc chủ yếu vào năng lượng liên kết của các nguyên tố hình thành mạch chính. Năng lượng liên kết càng cao thì độ bền nhiệt của cao su càng lớn,và cao su càng có khả năng làm việc ở nhiệt độ cao.
– Khối lượng phân tử của cao su cũng ảnh hưởng rất lớn đến tính công nghệ, tính chất cơ lý của vật liệu. Đối với mỗi loại cao su khi khối lượng phân tử càng lớn thì các tính năng cơ lý điều tăng, đặc biệt là độ chịu mài mòn và tính đàn hồi của nó. Trong khoảng nhiệt độ cao su ở trạng thái mềm cao và cháy nhớt thì sự phụ thuộc tính chất công nghệ vào khối lượng phân tử có thể đánh giá qua sự phụ thuộc của độ nhớt vật liệu vào khối lượng phân tử của nó.
– Cùng với sự phát triển của các ngành khoa học kỹ thuật khác, yêu cầu kỹ thuật đối với cao su, và các sản phẩm từ cao su cũng khác nhau. Ngày nay trong kỹ thuật chế biến và gia công cao su sử dụng không những cao su từ một loại monome mà các loại cao su có cấu tạo từ nhiều loại monome khác nhau. Những Polyme nhận được có trong mạch các mắt xích từ những monome khác nhau được gọi là sopolyme. Sự sắp xếp khác nhau các monome trong mạch đại phân tử tạo cho cao su những tính chất cơ học, lý học, hoá học, và các tính chất công nghệ khác nhau. Sopolyme có cấu trúc từ mạch đại phân tử mà các đoạn mạch được hình thành từ một loại monome sắp xếp xen kẽ với các đoạn mạch được hình thành từ một loại monome khác được gọi là block-Sopolyme.
– Ngày nay tất cả các loại cao su điều được phân loại theo nguồn gốc sản xuất và lĩnh vực sử dụng. Cách phân loại này giúp ta dễ dàng lựa chọn cao su, định hướng công nghệ chế biến và gia công ra sản phẩm phù hợp với yêu cầu kỹ thuật cần thiết. Ngoài ra ta còn phải nghiên cứu lựa chọn phương án thiết kế máy móc thiết bị công nghệ tối ưu nhất để chế tạo và từng bước hoàn thiện dần công nghệ chế biến và gia công cao su để nâng cao chất lượng sản phẩm đáp ứng ngày càng cao nhu cầu của thị trường.
– Có các cách phân loại cao su như sơ đồ sau:
Hình1.1:Sơ đồ phân loại cao su
1.1.3. Cao Su Thiên Nhiên.
a/ Nguồn gốc:
– Cao su thiên nhiên được loài người phát hiện và sử dụng vào nửa cuối thế kỷ thứ XVI ở Nam Mỹ. Và con người chỉ sử dụng cao su ở mức độ thấp cho đến năm 1839 thì loài người phát hiện ra quá trình lưu hoá chuyển cao su từ trạng thái chảy nhớt sang trạng thái đàn hồi cao bền vững và từ đó cao su được con người sử dụng để sản xuất ra các sản phẩm khác. Nó được lấy từ mủ của cây cao su, gọi là Heava được trồng nhiều ở các vùng nhiệt đới của Nam Mỹ, nước ta, và một số nước ở Đông Nam á …
– Đến thế kỷ thứ XIX cây cao su mới được trồng ở Châu á, Châu Phi, và ở nước ta cây cao su chỉ có từ năm 1877. Hiện nay nước ta có một diện tích trồng cao su khá lớn khoảng (30-40) nghìn ha, cùng với các cơ sở công nghiệp cao su tại Hà Nội, Đà Nẵng, Đồng Nai, Sông Bé, TP Hồ Chí Minh…
– Mủ cao su thiên nhiên là nhũ tương trong nước của các hạt cao su, nó chảy từ cây cao su ra thường có tính kiềm yếu (pH=7.2), sau vài giờ bảo quản thì trị số pH của mủ cao su giảm dần xuống và sau đó mới bị keo tụ.
b/ Thành phần cấu tạo hoá học của cao su thiên nhiên.
– Thành phần hoá học của cao su thiên nhiên gồm nhiều nhóm chất hoá học khác nhau:
+ Thành phần chủ yếu là CacbuaHydrô và các chất Axêtôn, nước,các chất chứa Nitơ, Prôtêin và các khoáng chất.
+ Hàm lượng của các chất này có thể dao động tương đối lớn và phụ thuộc vào các yếu tố: phương pháp sản xuất, tuổi của cây cao su, cấu tạo thổ nhưỡng, khí hậu nơi cây cao su sinh trưởng phát triển và mùa khai thác mủ cao su.
– Cao su thiên nhiên là một Polyme thuộc loại Polyzopen có cấu trúc mạch thẳng không gian điều hoà dạng Cis (98-100)% và dạng Trans (2- 10)% với mỗi mắt xích của Polyme là một phần tử Izopren:
– Số lượng phần tử trung bình của cao su thiên nhiên là 1,3.106 với mức độ dao động rất nhỏ (105 - 2.106). Ngoài ra mạch Cacbua Hyđrô có cấu tạo là mắc xích Izopren còn có các tạp chất phi cao su khác như: các hợp chất tách ly bằng Axêtôn, các chất chứa Nitơ, các chất tan trong nước, chất khonág và độ ẩmĮ
– Thành phần hoá híc của các chất được tách ly bằng Axêtôn bao gồm 15% axít béo giữ vai trò làm xúc tiến cho quá trình lưu hoá cao su. Axít béỉttong cao su tóm tại ở nhiều dạng khác nhau: 3% là Este của các axít béo, 7% là các Glôczit. Phần còn lại là các axít amin và các hợp chất Phôtpho hữu cơ kỳ tínhĠ vàĠ, những hợp chất này có khả năng chống lại phản ứng ôxi hoá mạch Cácbua Hydrô và giữ vai trò chống lão hoá thiên nhiên cho cao su.
c/ Tính chất vật lý của cao su thiên nhiên.
– Cao su thiên nhiên ở nhiệt độ thấp có dạng tinh thể, vận tốc kết tinh lớn nhất được xác định ở 250C. Cao su thiên nhiên kết tinh có biểu hiện rõ ràng lên bề mặt như: Tăng độ cứng, bề mặt vật liệu mờ, có thể nóng chảy ở nhiệt độ 400C. Quá trình nóng chảy các cấu trúc tinh thể của cao su thiên nhiên xảy ra cùng với sự hấp thụ nhiệt.
– Ở nhiệt độ từ (20-30)0C cao su sống dạng Crepe kết tinh ở dạng giảng dài 70%, hỗn hợp cao su đã lưu hoá kết tinh ở đại lượng biến dạng giãn dài 200%.
– Cao su thiên nhiên không tan trong rượu, Xêtôn, nhưng tan trong các dung môi hữu cơ mạch thẳng hay mạch vòng. Khi pha vào dung dịch cao su các dung môi hữu cơ như rượu, Xêtôn thì xuất hiện hiện tượng kết tủa (keo tụ) cao su từ dung dịch.
– Cao su thiên nhiên có khả năng phối hợp tốt với các chất phụ da, chất độn trên máy luyện kín, máy luyện hở, dễ dàng cán tráng hay ép đùn. Ngoài ra nó còn có khả năng lưu hoá bằng lưu he’s hợp với các xúc tác thông dụng khác.
– Tính chất cơ lý của cao su thiên nhiên được xác định theo tính chất cơ lý của hợp phần cao su tiêu chuẩn theo bảng 1.1 như sau : Bảng 1.1
| STT | Thành phần | Hàm lượng(P.K.L) |
| 1 | Cao su thiên nhiên | 100.0 |
| 2 | Lưu huỳnh | 3.0 |
| 3 | Mercaptoênzothiazol | 0.7 |
| 4 | ZnO | 5.0 |
| 5 | Axit steoric | 0.5 |
– Các tính chất vật lý đặc trưng của cao su thiên nhiên theo bảng 1.2.
Bảng1.2
| STT | Tinh chất đặc trưng | Thành phần Đơn vị |
| 1 | Khối lượng riêng | 913 Kg/m |
| 2 | Nhiệt dung riêng | 1.88 KJ/Kg0K |
| 3 | Nhiệt dẫn riêng | 0.14 W/m0K |
| 4 | Hệ số giãn nở thể tích | 565.104 dm/0C |
| 5 | Nhiệt độ hoà thuỷ tinh | 70 0C |
| 6 | Nữa chu kỳ kết tinh ở -250C | 2.4 – 4 giờ |
| 7 | Thẩm thấu điện môi ở tần số dao động 100Hz/s | 2.4 – 2.7 |
| 8 | Crepe trắng | 5.1012 |
| 9 | Crepe hong khói | 3.1012 |
d/ Tính chất công nghệ của cao su thiên nhiên.
- Trong quá trình bảo quản cao su thiên nhiên thường chuyển sang trạng thái tinh thế: ở nhiệt độ môi trường (25 – 30)0C hàm lượng pha tinh thể trong cao su thiên nhiên là 40%. Trạng thái tinh thể trong cao su phụ thuộc vào loại chất lượng:
+ Đối với cao su thiên nhiên loại thông dụng độ nhớt ở nhiệt độ 1440C là 95 Muni.
+ Đối với cao su loại SMK-50 có độ nhớt là 75 Muni.
Để đảm bảo các tính chất công nghệ của cao su trong các công đoạn sản xuất thì phải xử lý bằng công đoạn sơ luyện đến độ dẻo P = 0.7 – 0.8.
– Độ dẻo của cao su thiên nhiên có thể được xác định trên máy đo độ dẻo, hoặc được xác định qua độ nhớt Muni trên máy đo độ dẻo Uolle.
– Để đánh giá mức độ ổn định các tính chất công nghệ của cao su thiên nhiên trên Quốc tế còn sử dụng hệ số ổn định độ dẻo PRI, nó được đánh giá bằng tỷ số % giữa độ dẻo mềm cao su được xác định sau 30 phút đót nóng ở nhiệt độ 1400C so với độ dẻo ban đầu. Hệ số ổn định độ dẹp PRI cho các loại cao su khác nhau là khác nhau thể hiện ở bảng 1.3.
CHƯƠNG II:
GIỚI THIỆU QUY TRÌNH CÔNG NGHỆ SẢN XUẤT LỐP XE ĐẠP VÀ CẤU TẠO LỐP XE ĐẠP
2.1. SƠ ĐỒ QUY TRÌNH CÔNG NGHỆ SẢN XUẤT.
Quy trình công nghệ sản xuất lốp xe đạp nhìn được thể hiện ở hình 2.1:
Đạt
- Đạt
Đạt K. Đạt
Hình 2.1: Sơ đồ quy trình công nghệ sản xuất lốp xe đạp.
2.2. CẤU TẠO LỐP XE ĐẠP.
Lốp xe đạp được cấu tạo bởi 4 lớp chủ yếu:
– Lớp ngoài cùng gọi là lớp mặt lốp, nó được chế tạo bởi cao su sau khi đã qua các công đoạn: sơ luyện, hỗn luyện, nhiệt luyện lại, thành hình và lưu hoá, lớp này chịu nén và chịu mài mòn rất tốt. Nó còn có tác dụng bảo vệ các lớp bên trong của lốp.
– Lớp thứ hai bên trong gọi là lớp vải mành, nó được chế tạo bởi vải bố và hợp chất Pôlime, lớp này có tác dụng tạo hình lốp xe đạp và có tính chịu kéo rất tốt.
– Lớp cao su mỏng cán tráng hai bên lớp vải mành là lớp có tác dụng bảo vệ lớp vải mành và tăng độ dính của vải mành với lớp mặt lốp và các lớp khác.
– Thép tanh là lớp tạo hình của lốp, nó được bố trí trên vải mành ở phía ngoài rìa lốp nhằm mục đích chống sự co nén, sự giản ra của vành và đảm bảo cho lốp rắn chắc hơn.
2.3. NỘI DUNG CÁC CÔNG ĐOẠN CHÍNH.
2.3.1. Công đoạn nhiệt luyện cao su.
- Cao su bán thành phẩm các loại sau khi đã qua các quá trình sơ luyện, hỗn luyện và được phòng kỷ thuật kiểm tra đạt yêu cầu về chất lượng được nhập kho để cung cấp cho các công đoạn sản xuất sau này. Công nhân nhận cao su bán thành phẩm từ kho về xưỡng theo đúng khối lượng yêu cầu và đưa lên các máy kuyện hở 250, 345, 400, 450, 560…để tiến hành nhiệt luyện lại nhằm đạt yêu cầu về độ mềm dẻo cần thiết để cung cấp cho các máy công tác đặc chủng của các công đoạn tiếp theo của quy trình công nghệ sản xuất lốp xe đạp. Công đoạn này đóng vai trò quan trọng hàng đầu trong quy trình công nghệ sản xuất, nó cung cấp hầu hết cao su bán thành phẩm đạt độ dẻo yêu cầu cho tất cả các công đoạn sau này. 2.3.2 Công đoạn ép đùn mặt lốp.
– Cao su sau khi đã được nhiệt luyện đạt độ mềm dẻo cần thiết được đưa vào miệng phiểu của máy ép đùn mặt lốp gồm một xi lanh và bên trong có trục xoắn ốc để đùn ép cao su ra miệng máy, đi qua khuôn mẫu để tạo hình dáng, kích thước của từng loại mặt lốp tương ứng với từng loại lốp khác nhau được sản xuất trong xí nghiệp.Trục được chuyển động nhờ động cơ xoay chiều rô to làm sóc qua hộp giảm tốc, động cơ này có thể thay đổi tốc độ nhờ nguồn điện AC thay đổi qua ba bộ biến tần.
– Mặt lốp sau khi đã đùn ra được di chuyển trên dàn con lăn và được làm mát băng hệ thống phun nước, các con lăn được truyền động bằng hệ thống đĩa-xích nhờ động cơ điện một chiều công suất 11kw, nó được điều chỉnh tốc độ phù hợp với tốc độ của máy đùn.
– Cao su mặt lốp sau khi qua dàn con lăn làm mát sẽ được đưa đến tay công nhân để chuyển sang công đoạn dán mặt lốp.
2.3.3 Công đoạn cán hình mặt lốp.
– Cao su sau khi được nhiệt luyện lại được cắt thành từng cuộn với trọng lượng thích hợp để chuyển sang đưa vào dàn trục cán của máy cán hình mặt lốp của công đoạn cán hình mặt lốp để tạo hình mặt lốp.
– Có các loại máy cán hình mặt lốp như sau: Máy cán hình hai trục, ba trục, bốn trục. Các trục cán có hình dạng của từng loại mặt lốp khác nhau tuỳ theo yêu cầu sản phẩm của từng loại lốp khác nhau, trục được truyền động nhờ động cơ điện xoay chiều qua hộp giảm tốc đến cặp bánh răng truyền động.
– Cao su mặt lốp sau khi ra khỏi trục cán được di chuyển trên hệ thống tang làm mát băng không khí rồi chạy qua băng tải đến tay công nhân chuyển sang công đoạn dán mặt lốp.
– Hệ thống tang làm mát được truyền động nhờ hệ thống đĩa-xích lấy từ động cơ chính qua trục cán. Máy cán hình mặt lốp này cũng có thể cán ra loại mặt lốp một màu hoặc hai màu.
2.3.4 Công đoạn cán tráng vải mành.
– Vải mành sau khi được sấy khô cùng với cao su đã được nhiệt luyện đưa vào máy cán tráng bốn trục để tạo ra vải mành có cán cao su cả hai mặt để làm bố của lốp.
– Máy cán tráng gồm bốn trục giống nhau được truyền động nhờ động cơ xoay chiều rô to làm sóc qua hộp giảm tốc đến cặp nhông truyền động, ngoài ra có các bộ phận hỗ trợ điện để điều khiển vô cấp tốc độ qua bộ biến tần nhằm điều chính tốc độ của trục cáng phù hợp với năng suất cũng như nạp liệu.
– Ngoài ra còn có các bộ phận nhả vải và quấn vải sau khi cán tráng, trục sấy, trục làm lạnh. Các bộ phận này được truyền động băng động cơ điện xoay chiều.
– Vải sau khi được cán tráng qua máy quấn vải sẽ được vận chuyển sang cung cấp cho máy cắt vải của công đoạn cắt vải.
2.3.5 Công đoạn cắt vải.
– Vải sau khi đã cán xu qua từ máy cán tràng được cuộn thành từng cuộn và đưa lên máy cắt vải để cắt thành từng tấm theo kích thước xác định phù hợp với từng loại lốp được sản xuất.
– Máy cắt vải gồm một băng tải rộng 2m, dài 8m được truyền động nhờ các con lăn qua bộ truyền xích, bởi động cơ xoay chiều, có bộ phanh hãm dừng chính xác. Bộ phận dao cắt gồm các môtơ chạy dao và các môtơ quay dao đều là động cơ xoay chiều công suất 1.5 kW, 1450 vòng/phút. Dao cắt được chạy trên thanh dẫn hướng đặt chéo so với băng tải một góc độ nào đó có thể điều chỉnh tuỳ theo yêu cầu của từng loại vải để đáp ứng nhu cầu sản xuất. Trên hai đầu thanh dẫn có hai công tắc hành trình để đổi chiều chạy dao và chiều quay dao sau mỗi lần cắt.
– Máy cắt vải làm việc hoàn toàn tự động, chiều dài tấm vải được cài đặt sẵn vào bộ đếm, khi băng tải chạy được một khoảng chiều dài xác định sẵn thì sensor phát tín hiệu cho băng tải dừng chính xác, sau đó dao cắt quay và chạy trên thanh dẫn để cắt tấm vải, khi dao cắt chạy đến đầu cuối thanh dẫn hướng tác động vào công tắc hành trình thì băng tải chạy lại đoạn thứ hai và máy cứ hoạt động như thế cho đến khi ta bấm nút dừng mà thôi.
2.3.6 Công đoạn sản xuất tanh.
– Những cuộn thép từ kho đưa vào được nắn thẳng nhờ các máy nắn thẳng tự động rồi cắt thanh thành từng đoạn thích hợp với kích thước của lốp được sản xuất. Sau đó được đưa sang máy cuộn tạo hình cho từng sợi tanh theo dạng tròn của lớp rồi chuyển cho công nhân hàn lại thành hình tròn trên máy hàn tiếp điểm điện áp cao.
– Các máy nắn thẳng và máy cắt được truyền động nhờ các động cơ xoay chiều công suất 1.5 kW và các vòng tanh sau khi được chuyển sang cho công đoạn thành hình.
2.3.7 Công đoạn thành hình.
– Thành hình lốp là giai đoạn tạo ra hình dạng của chiếc lốp với đầy đủ các bộ phận: Các vòng tanh, các lớp vải đã được cán tráng, nó nhận bán thành phẩm từ các khâu khác. Vải sau công đoạn cắt vải đã được cuộn thành cuộn cung cấp cho máy thành hình, công nhân dán vải trên máy thành hình và cho các vòng tanh lên rồi cho máy hoạt động để tạo ra ống vải dạng chiếc lốp theo yêu cầu sản xuất.
– Máy thành hình ở đây là loại máy Liên Xô được truyền động quay tròn bằng một động cơ xoay chiều có hai bộ dây quấn với công suất 11 kw và 3.5 kw để tạo ra hai cấp tốc độ khác nhau.
– Khi bắt đầu quay động cơ được chạy ở tốc độ khởi động, các cuộn dây stator được nối qua các điện trở để giảm dòng khởi động của động cơ sau đó chuyển sang làm việc ở chế độ tốc độ thấp hoặc cao.
– Khi dừng động cơ được hãm động năng nhờ nguồn điện một chiều đưa vào cuộn stator trong khoảng thời gian 2 giây làm động cơ dừng hẳn. Ngoài ra máy còn có một động cơ công suất 1.5 kW để chuyển động bộ phận cà dưới và một động cơ bơm dầu 4 kW để điều khiển các ben thuỷ lực. Máy có thể làm việc tự động hoặc điều khiển bằng tay.
– Bán thành phẩm của công đoạn này sẽ được chuyển sang công đoạn dán mặt lốp.
2.3.8. Công đoạn dán mặt lốp.
– Sau khi đã có hình dạng lốp từ máy thành hình và cao su mặt lốp từ máy ép đùn mặt lốp và máy cán hình mặt lốp chuyển sang các công nhân tiến hành thao tác dán mặt lốp để hoàn thiện bán thành phẩm hơn về chiếc lốp để chuyển sang khâu lưu hoá để tạo ra chiếc lốp hoàn chỉnh cuối cùng.
2.3.9. Công đoạn lưu hoá.
- Lốp bán thành phẩm sau khi qua công đoạn dán mặt lốp sẽ được chuyển sang máy lưu hoá để lưu hoá tạo ra chiếc lốp hoàn thiện.
– Lốp được lưu hoá trong khuôn của máy lưu hoá với nhiệt độ từ 105-1600C, với thời gian 5-6 phút, áp suất cho vào cốt hơi khoảng 7-8 KG.
– Mỗi máy lưu hoá gồm 3 hoặc 4 khuôn và máy được đóng mở bằng động cơ xoay chiều công suất 7 kW, 900 vòng/phút qua hệ thống nhông truyền. Các cơ cấu cấp lốp và lấy lốp được sử dụng xi lanh thuỷ lực với áp suất dầu khoảng 20 kG/cm2.
– Máy làm việc theo chương trình PLC cài đặt tự động cấp nén, xả nén tự động nhờ bộ gia nhiệt và rơle thời gian qua bộ phận công tắc tơ, công tắc hành trình, van khí nén điện từ.
2.3.10. Khâu KCS.
– Lốp sau khi lưu hoá xong được các nhân viên kiểm tra, kiểm tra ngoại quan theo tiêu chuẩn quy định, thử độ cứng của cao su mặt lốp, độ rộng đồng tâm của lốp… Theo định kỳ lốp được đưa lên máy chạy lý trình để kiểm tra sức chịu tải, độ mòn của mặt lốp. Các quy định về tiêu chuẩn lốp được đề ra và thực hiện một cách chặt chẽ nhằm nâng cao chất lượng của sản phẩm.
– Nếu qua quá trình kiểm tra mà lốp không đạt yêu cầu sẽ được loại bỏ phế phẩm và lấy lại cao su tái sinh, sợi tanh. Còn đạt thì sẽ được chuyển sang công đoạn bọc lốp.
2.3.11 Công đoạn bọc lốp.
– Lôp sau khi đã được kiểm tra đưa lên máy bọc lốp để quấn quanh lốp một lớp ni lông màu PP và dán nhãn hiệu nhằm mục đích bảo vệ lốp và tạo mỹ quan cho sản phẩm đồng thời đảm bảo chống hàng giả và mang tính thương hiệu của công ty.
– Máy quấn lốp làm việc tự động được truyền động bằng động cơ xoay chiều qua bộ nhông truyền, nó có thể điều khiển qua bộ biến tần. Chương trình điều khiển hoạt động của máy dùng các công tắc tơ và các rơle thời gian.
– Ta có thể bọc lốp bằng tay hoặc bằng máy theo từng chiếc hoặc theo kiện từ 5-10 lốp.
– Lốp sau khi bọc xong sẽ được nhập về kho của công ty để xuất ra thị trường.
CHƯƠNG III:
GIỚI THIỆU QUY TRÌNH CÔNG NGHỆ VÀ THIẾT BỊ SẢN XUẤT MẶT LỐP XE ĐẠP 1 MÀU VÀ 2 MÀU
3.1. GIỚI THIỆU QTCN SẢN XUẤT MẶT LỐP XE ĐẠP.
Ta có sơ đồ QTCN sản xuất như hình 3.1:
Đạt
- Đạt K. Đạt
Đạt
Hình 3.1: Sơ đồ quy trình công nghệ sản xuất mặt lốp xe đạp 1 màu và 2 màu.
Thực chất của QTCN này là gồm hai giai đoạn chính:
- Giai đoạn 1: Là giai đoạn nhiệt luyện lại cao su bán thành phẩm trên các máy luyện hở 250, 345, 400, 450, 560…
- Giai đoạn 2: là giai đoạn tạo ra dạng mặt lốp trên các máy cán hình mặt lốp và ép đùn mặt lốp.
3.1.1. Giai đoạn nhiệt luyện cao su.
– Thể hiện ở hình 3.2
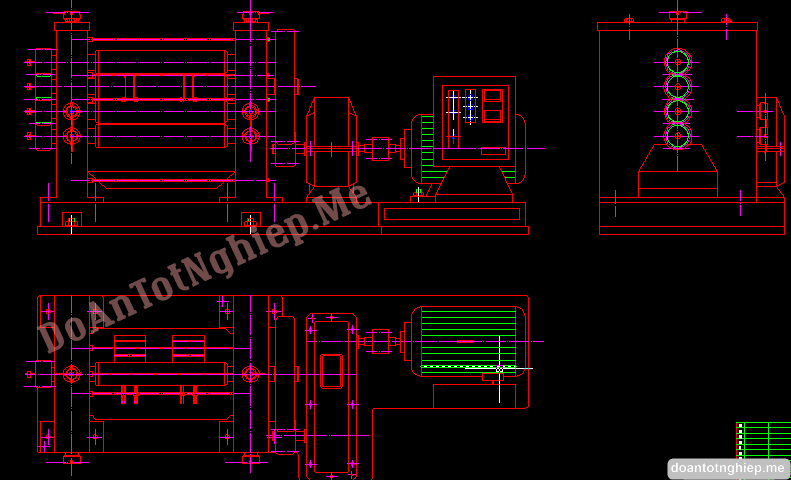
Hình 3.2: Ph ươnng pháp nhiệt luyện cao su bằng máy luyện hở
(1) Động cơ điện; (2) Khớp nối; (3) Hộp giảm tốc; (4) Cặp bánh răng_Bánh đà;
(5) Gối đỡ trục; (6) Cặp bánh răng thay thế; (7) Trục luyện I; (8) Cao su nhiệt luyện; (9) Trục luyện II.
– Như ta giới thiệu ở phần trước đây là giai đoạn nhiệt luyện lại cao su.Cao su bán thành phẩm mặt lốp đỏ, đen, trắng, vàng cam…sau khi đã qua quá trình sơ luyện, hỗn luyện được phòng kỷ thuật kiểm tra chất lượng đạt yêu cầu và nhập kho công ty sau đó cung cấp cho các xưỡng sản xuất. Công nhân phân xưỡng xăm lốp xe đạp-xe máy nhận cao su này về và đưa lên các máy luyện hở để nhiệt luyện lại nhằm đạt độ dẻo yêu cầu phục vụ cho các công đoạn sản xuất sau này. Sau khi nhiệt luyện xong cao su sẽ được xuất thành từng cuộn hay từng dãi để cung cấp cho các máy ép đùn mặt lốp, máy cán hình mặt lốp, máy cán tráng…
– Để luyện cao su trên máy luyện hở thì cao su phải qua sơ luyện (hóa dẻo) trước. Công đoạn được thực hiện như sau: các chất phối hợp được cán ép qua khe hở giữa 2 trục cán quay hướng vào nhau. Các lớp cao su do có lực ma sát với trục cán kéo các chất phối hợp vào khe hở trục cán với vận tốc bằng vận tốc dài của trục cán. Các lớp cao su tiếp sau do lực kéo dính với lớp trước cũng được kéo vào khe hở với vận tốc giảm dần so với khoảng cách bề mặt trục cán. Do có sự khác nhau về vận tốc nên giữa các lớp cao su hỗn hợp cao su luôn xuất hiện ứng suất trượt nhào luyện chúng lại với nhau. Mặt khác, do quá trình cán khe hở giữa các trục cán nhỏ nên phần không gian trên trục luôn xuất hiện một lượng cao su (hỗn hợp cao su) dự trữ. Sự tồn tại liên kết dính giữa các lớp cao su đã kéo khối cao su dự trữ trên khe hở vào chuyển động theo những hướng khác nhau. Phần cao su ở lớp giữa bị đẩy lên như lực đẩy của nêm, còn phần cao su sát với bề mặt trục cán thì quay theo chiều quay của trục.
– Sự chảy vật liệu trong khoảng cách giữa 2 trục cán. Trong vòng quay của nguyên vật liệu dư đại lượng biến dạng trượt là lớn nhất. Vì vậy, ở đây ứng suất trượt của cao su cũng lớn nhất và quá trình trộn luyện cũng xảy ra trong vùng mạnh nhất.
– Trong thực tế sản xuất, các máy cán luyện sử dụng để hỗn luyện cao su có vận tốc dài ở các trục khác nhau. Vì thế, khe hở giữa các trục đại lượng biến dạng trượt giữa các lớp su tăng lên đáng kể. Mức độ tăng biến dạng trượt phụ thuộc vào tỉ tốc của máy, khoảng khe hở giữa các trục và được đặc trưng bằng Gradien vận tốc G: G =
V, V1: vận tốc dài của trục cán.
: khe hở của trục cán.
G: Gradien vận tốc.
– Như vậy, khi vận tốc dài của trục cán càng khác nhau (tỉ tốc càng lớn) và khoảng cách khe hở càng nhỏ đại lượng biến dạng trượt xuất hiện giữa các lớp vật liệu càng lớn thì khả năng khuấy trộn vật liệu càng tốt hơn.
3.1.2. Giai đoạn tạo hình mặt lốp.
Có các phương pháp tạo hình mặt lốp như sau:
- Phương pháp ép đùn mặt lốp.
– Thể hiện hình 3.3
(1) phểu nạp liệu; (2) Xi lanh; (3) Trục vít đùn; (4) Thước mặt lốp.
– Được tiến hành trên các máy ép đùn Φ115, Φ 200, Φ 250…Cao su sau khi đã nhiệt luyện lại trên các máy luyện hở đạt độ dẻo yêu cầu được xuất thành từng dãi chuyển sang cung cấp cho các máy ép đùn mặt lốp để tiến hành công đoạn tạo hình mặt lốp cung cấp cho công đoạn dán mặt lốp để tạo chiếc lốp xe đạp hoàn chỉnh cung cấp cho công đoạn lưu hoá sau này. Mặt lốp sau khi ra khỏi máy ép đùn di chuyển trên dàn con lăn làm mát và qua hệ thống băng tải đến tay công nhân dán mặt lốp.
- Phương pháp cán hình mặt lốp.
– Xem hình 3.4
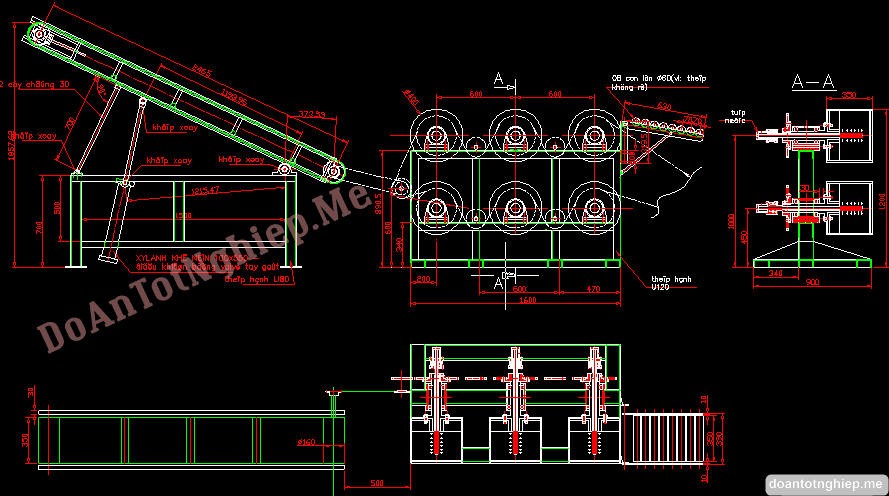
Hình 3.4: Phương pháp tạo hình mặt lốp bằng trục cán.
(1) Động cơ điện; (2) Khớp nối; (3) Hộp giảm tốc; (4) Cặp bánh răng_Bánh đà;
(5)Trục vít me điều chỉnh khe hở trục; (6) Các cặp bánh răng thay thế; (7) Cao su màu I; (8) Cao su mặt lốp sau khi qua vân hoa tạo hình;(9) Cao su màu II;
(10) Trục cán hình; (11) Thước mặt lốp(vân hoa tạo hình); (12) Trục cán trơn.
– Được tiến hành trên các máy cán hình mặt lốp 2 trục, 3 trục, 4 trục…Cao su sau khi đã qua nhiệt luyện lại trên các máy luyện hở đạt độ dẻo yêu cầu được xuất thành từng cuộn chuyển sang cung cấp cho các máy cán hình mặt lốp để tiến hành tạo hình mặt lốp cung cấp cho công đoạn dán mặt lốp và tạo ra lốp xe đạp hoàn chỉnh hơn cung cấp cho công đoạn lưu hoá sau này. Mặt lốp sau khi ra khỏi máy cán hình mặt lốp qua hệ thống tang làm mát để làm mát bằng không khí, rồi được di chuyển trên băng tải đến tay công nhân dán mặt lốp.
Thiết kế dây chuyền tạo hình mặt lốp xe đạp
No comments:
Post a Comment