Thiết kế quy trình công nghệ gia công chi tiết thân van điều áp


Mô tả đồ án: Gồm các file như ảnh trên bao gồm tất cả các file 3D, xuất bản vẽ ra PDF, CAD, video mô phỏng cấu tạo + nguyên lý hoạt động+ Sơ đồ nguyên công, đồ gá + THuyết minh
Giá: 400.000vnđ – Mã số: doantotnghiep.me_CTM0000063
Tải đồ án
Chương I : Phân tích điều kiện kỹ thuật
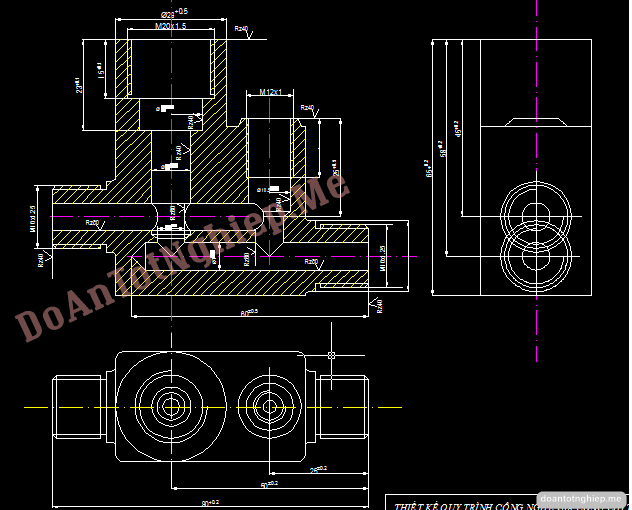
Dựa vào bản vẽ chi tiết ta thấy Thân van điều áp là chi tiết dạng hộp.
Thân van điều áp có nhiều mặt phải gia công với độ chính xác khác nhau và cũng có một số bề mặt không phải gia công.Các bề mặt làm việc chủ yếu ở đây là các lỗ trụ f10; f7các mặt và ren M20, M12, M16 ở các đầu.
Cần gia công mặt phẳng trên để làm chuẩn tinh gia công. Đảm bảo sự tương quan của lỗ f10 với lỗ f7 với các bề mặt gia công. Khoảng cách từ tâm lỗ f10 đến một mặt bên phải là : 50+0,2; từ tâm lỗ f7 đến mặt bên phải là: 25+0.2 và từ tâm lỗ f7 đến mặt trên là: 58+0.2, 45+0.2.
Chi tiết làm việc trong điều kiện chịu áp lực lớn
Vật liệu sử dụng là : Thép C45, có các thành phần hoá học sau :
C = 0,4- 0,5% Si = 0,17-0,37% Mn = 0,5-0,8% S = 0,045%
P = 0,045% Ni = 0,30% Cr = 0,30%
[d]bk=750MPa
[d]bu = 550Mpa
(Trang 225, sách Vật liệu học)
Phân tích tính công nghệ trong kết cấu của chi tiết
Từ bản vẽ chi tiết ta thấy:
Kết cấu của chân đế bao gồm: Bên trên là khối hộp hình chữ nhật, phía dưới có một khối trụ, bên trong khối trụ và khối hộp chữ nhật là những bề mặt lỗ và ren, đó là những bề mặt làm việc.
Mặt trên của chân đế có đủ độ cứng vững để khi gia công không bị biến dạng có thể dùng chế độ cắt cao , đạt năng suất cao.
Các bề mặt làm chuẩn có đủ diện tích nhất định để cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và đảm bảo thực hiện quá trình gá đặt nhanh.
Chi tiết Thân van điều áp được chế tạo bằng phương pháp đúc . Kết cấu tương đối đơn giản, tuy nhiên khi gia công các lỗ làm việc chính f16;f7 cần phải đảm bảo khoảng cách và độ đồng tâm giữa các đường tâm lỗ với nhau, độ vuông góc giữa các đường tâm lỗ với mặt phẳng đáy phải chính xác đảm bảo các yêu cầu kỹ thuật.
Các bề mặt cần gia công là :
- Gia công bề mặt phẳng đáy với độ bóng cao để làm chuẩn tinh cho nguyên công sau
- Gia công 2 mặt phẳng trên cùng
- Gia công 2 mặt phẳng 2 đầu 2 bên
- Gia công lỗ f7 bên trái
- Gia công lỗ f 7 bên phải
- Gia công lỗ f7, f10, f16 và taro M20
- Gia công lỗ f7,f5 và lỗ ren M12
- Gia công ren ngoài M16 2 đầu 2 bên
Chương II : Xác định dạng sản xuất
- 1. Xác định dạng sản xuất:
Sản lượng hàng năm được xác định theo công thức sau :
N = N1.m (1+)
Trong đó
N – Số chi tiết được sản xuất trong một năm(bao gồm cả phế phẩm).
N1- Số sản phẩm được sản xuất trong một năm (cái thành phẩm)
N1 = 8000 (chiếc/năm)
m – Số chi tiết trong một sản phẩm(m = 1)
a – Phế phẩm trong xưởng đúc a =(3 ¸ 6) %
b – Số chi tiết được chế tạo thêm để dự trữ b =(5 ¸ 7)%
Vậy N = 8000.1(1 +) =8800 chi tiết /năm.
2.Tính trọng lượng của chi tiết:
Trọng lượng của chi tiết được xác định theo công thức:
Q = V.g (kg)
Trong đó:
Q – Trọng lượng chi tiết
g – Trọng lượng riêng của vật liệu gthép C45= 7,852 Kg/dm3
V – Thể tích của chi tiết:
V = V1 + V2 + V3 + V4 – ( V5 + V6 + V7 + V8)
V1 – Thể tích khối hộp
V2 – Thể tích khối trụ bên trái
V3 – Thể tích khối trụ bên phải
V4 – Thể tích khối trụ bên trên
V5 – Thể tích lỗ bên phải
V6 – Thể tích lỗ bên trái
V7 – Thể tích lỗ bên trên bên trái
V8 – Thể tích lỗ bên trên bên phải
Þ V= 45.28.48 + ð.162.16 + ð.162.16 + ð.282.20 – ð.72.60 – ð.72.50 – (ð.202.15 + ð.162.8 +ð.102.18) – (ð.10,52.25 + ð.72.6,5)
V= 60480 + 12868 +12868 + 49260 – 9236,28 – 7696,90 – 30938,40 – 15162,90
V= 72441,52 mm3
Vậy thể tích của chi tiết:
V= 72441,52 (mm3) Hay V= 0,07244152 (dm3)
Vậy Q = V.g = 0,07244152.7,852 = 0,57 (kg)
Dựa vào bảng 2, xác định dạng sản suất trang 13 sách Thiết kế đồ án Công Nghệ Chế Tạo Máy của PGS.TS. Trần Văn Địch
| Dạng sản xuất | Q1 – Trọng lượng của chi tiết | ||
| > 200kg | 4-200kg | <4kg | |
| Sản lượng hàng năm của chi tiết(chiếc) | |||
| Đơn chiếc Hàng loạt nhỏ Hàng loat vừa Hàng loạt lớn Hàng khối | <5 55-100 100-300 300-1000 >1000 | <10 10-200 200-500 500-1000 >5000 | <100 100-500 500-5000 5000-50000 >50000 |
với Q = 0,57 (kg) và N = 8800 (chi tiết)
Dạng sản xuất là sản xuất hàng loạt lớn
Chương III : Xác định phôi và phương pháp chế tạo phôi
Trong sản xuất có rất nhiều phương pháp chế tạo phôi khác nhau, tuỳ từng điều kiện cụ thể của từng dạng sản xuất và điều kiện sản xuất của từng nhà máy mà ta có phương pháp tạo phôi khác nhau. Điều cần chú ý khi chọn phôi là phôi phải có hình dáng gần giống như chi tiết cần gia công, như vậy sẽ giảm được các bước công nghệ, nguyên công cần thiết và lượng dư gia công không cần thiết . Từ đó sẽ giảm được chi phí ban đầu giảm giá thành sản phẩm sau này. Có rất nhiều cách chế tạo phôi khác nhau như phôi thép thanh, phôi thép cán, phôi dập , phôi rèn tự do, phôi đúc…
3.1. Chọn dạng phôi:
Dựa vào bản vẽ ta thấy chi tiết thân đỡ có cấu tạo tương đối đơn giản. Vật liệu là gang xám nên có tính đúc tương đối tốt ( tính chảy loãng tốt ) chính vì lý do như vậy ta chọn phương pháp chế tạo phôi bằng phương pháp đúc. Do sản lượng sản xuất gối đỡ lớn “ Sản xuất loạt lớn ” vì vậy ta chọn phương pháp đúc trong khuôn kim loại với cấp chính xác cấp II.
Vaät lieäu chi tieát laø gang xaùm, ñaëc tröng cô hoïc cuûa noù laø doøn, chòu ñöôïc löïc neùn toát nhöng deã bò moûi do keùo. Maët khaùc gang coù tính ñuùc cao vaø löôïng dö cheá taïo phoâi coù theå lôùn, thích hôïp vôùi phöông phaùp cheá taïo phoâi laø ñuùc cho neân ta choïn phoâi ñuùc.
3.2. Chọn phương pháp chế tạo phôi
- Các phương pháp đúc:
* Đúc trong khuôn kim loại:
Có thể tạo ra sản phẩm có chất lượng cao, kích thước chính xác, độ bóng bề mặt cao, có khả năng cơ khí hoá, tự động hoá cao.
Giá thành sản xuất đúc nói chung hạ hơn so với các dạng sản xuất khác.
Vật đúc dễ tồn tại các dạng rỗ co, rỗ khí, nứt . . .
Tiêu hao một phần kim loại do hệ thống rót, đậu ngót. . .
Khi đúc trong khuôn kim loại, tính dẫn nhiệt của khuôn cao nên khả năng điền đầy kém. Mặt khác có sự cản cơ của khuôn kim loại lớn nên dễ gây ra nứt.
* Đúc áp lực
Đúc được các vật liệu đúc phức tạp có thành mỏng, đúc được các lỗ nhỏ có kích thước khác nhau, có độ bóng và chính xác cao, cơ tính của vật liệu tốt, năng suất cao.
Nhưng khuôn chóng bị mòn do kim loại nóng bào mòn khi được dẫn dưới áp lực cao.
*Đúc ly tâm
Đúc được các vật tròn rỗng mà không cần dùng lõi do đó tiết kiệm được vật liệu và công làm lõi.
Không cần dùng hệ thống rót lên tiết kiệm được kim loại, có thể đúc được các vật thể mỏng. Vật đúc có tỏ chức kim loại mịn chặt không tồn tại dạng xỉ khi co ngót, khuôn đúc cần có độ bền cao do làm việc ở nhiệt độ cao, lực ép của kim loại lỏng lớn.
Khó đạt được đường kính lỗ vật đúc chính xác, do khó định lượng kim loại chính xác trước khi rót.
Chất lượng bề mặt trong của vật đúc kém do chứa nhiều tạp chất.
* Đúc trong khuôn mẫu chảy.
Vật đúc có độ chính xác và độ bóng rất cao, có thể đúc được các vật phức tạp và có thể đúc được các hợp kim nóng chảy ở nhiệt độ cao, năng suất không cao. Dùng để đúc kim loại quý hiếm, cần tiết kiệm vật liệu.
*Đúc liên tục.
Thích hợp với vật đúc dài, tiết diện không đổi và có chiều dài không hạn chế, đúc các tấm kim loại thay cho cán, vật đúc không có rỗ co, rỗ khí, rỗ xỉ, ít bị thiên tích. Cơ tính vật đúc cao, năng xuất cao, giá thành giảm. Vật đúc dễ bị nứt, không đúc được các vật phức tạp .
* Đúc khuôn vỏ mỏng.
Đạt được độ bóng và chính xác cao, vật đúc ít rỗ và ít bị khuyết tật. Giảm chi phí kim loại, quá trình đúc dễ cơ khí hoá tự động hoá. Chu trình làm khuôn dài, giá thành khuôn cao.
- Phương pháp đúc chi tiết thân van điều áp:
Thân đỡ có khối lượng nhỏ và dạng sản xuất loạt lớn nên ta chọn phôi đúc trong khuôn kim loại. Đúc trong khuôn kim loại có những ưu điểm sau:
– Có thể tạo ra sản phẩm có chất lượng cao, kích thước chính xác, độ bóng bề mặt cao, có khả năng cơ khí hoá tự động hoá cao.
– Giá thành sản xuất đúc nói chung hạ hơn so với các phương pháp tạo phôi khác.
– Cơ tính của vật đúc cao, tuổi bền kim loại cũng cao.
– Đúc trong khuôn kim loại cho phép nâng cao năng suất và tránh những sai hỏng trong khi tạo phôi.
Kết luận :
Qua phân tích những ưu, nhược điểm của các phương pháp chế tạo phôi ta chọn phương pháp đúc trong khuôn kim loại để chế tạo phôi. Ngoài những ưu điểm của phương pháp này còn phù hợp với điều kiện sản xuất, yêu cầu chất lượng phôi đúc và thoả mãn yêu cầu về kinh tế và năng suất.
Chương IV : Thiết kế quy trình công nghệ gia công
- 1. Xác định đường lối công nghệ
Xác định đường lối công nghệ là xác định phương pháp thực hiện công việc gia công chi tiết sao cho tốn ít thời gian nhất, đạt hiệu quả kinh tế cao nhất mà vẫn đảm bảo độ chính xác gia công. Quá trình gia công chi tiết phải qua nhiều nguyên công, nhưng phải phân chia cách thực hiện nguyên công đó như thế nào để đạt được các yêu cầu nói trên? Chúng ta có thể chọn phương án tập trung nguyên công hay phân tán nguyên công.
Tuy nhiên việc chọn cách phân chia nguyên công còn phụ thuộc vào dạng sản xuất, độ cứng vững và độ chính xác của chi tiết và điều kiện sản xuất của nước ta hiện nay. Đối với dạng sản xuất hàng loạt lớn muốn chuyên môn hoá cao có thể đạt được độ chính xác cao thì nên chọn phương án phân tán nguyên công tức là quy trình công nghệ được phân ra thành các nguyên công đơn giản. Ta dùng các máy vạn năng kết hợp với đồ gá chuyên dùng.
4.2. Chọn phương pháp gia công
Theo bảng 4 [4]:
– Gia công mặt phẳng đáy bằng phương pháp phay, dùng dao phay mặt đầu, đầu tiên là phay thô sau đó là phay tinh.
– Gia công các mặt phẳng trụ bằng phương pháp phay, dùng dao phay mặt đầu, Rz=40
Nên ta chọn phương pháp phay thô là đủ đạt độ chính xác
– Gia công lỗ f7 đạt Rz= 80 bằng phương pháp khoan
– Gia công lỗ f10, f16 đạt Rz= 40 bằng phương pháp khoan, gia công ren M20
– Gia công lỗ f10.5 đạt Rz = 40 bằng phương pháp khoan, gia công ren M12
– Gia công ren M16 .
- 3. Lập tiến trình công nghệ
Khi thiết kế quy trình công nghệ ta phải lập thứ tự các nguyên công sao cho chu kỳ gia công hoàn chỉnh một chi tiết là ngắn nhất, góp phần hạn chế chi phí gia công, đảm bảo hiệu quả nhất. Trong đó mỗi nguyên công được thực hiện theo một nguyên lý ứng với một phương pháp gia công thích hợp với kết cấu của chi tiết.
Do đó, đối với chi tiết “thân van điều áp” ta có phương án thiết kế nguyên công như sau:
- Nguyên công I : Gia công mặt phẳng đáy bằng phương pháp phay
- Nguyên công II : Gia công mặt phẳng trên bằng phương pháp phay
- Nguyên công III : Gia công hai mặt phẳng song song 2 bên bằng phương pháp phay
- Nguyên công IV : Gia công lỗ f7 bên trái bằng phương pháp khoan.
- Nguyên công V : Gia công lỗ f7 bên phải bằng phương pháp khoan .
- 6. Nguyên công VI : Gia công lỗ f7, f10,5 bằng phương pháp khoan và taro ren M12
- 7. Nguyên công VII : Gia công lỗ f7, f10, f16 bằng phương pháp khoan.
- 8. Nguyên công VIII : Gia công lỗ f18,cắt rãnh và ren M20 bằng phương pháp tiện
- 9. Nguyên công IX : Tiện trơn, tiện rãnh và tiện ren M16 bên trái
- 10. Nguyên công X : Tiện trơn, tiện rãnh và tiện ren M16 bên phải
4.4.Lập thứ tự các nguyên công:
Thiết kế quy trình gia công chi tiết thân van điều áp
No comments:
Post a Comment