Thiết kế mô phỏng máy tiện T6M16, thiết kế quy trình công nghệ gia công chi tiết trục vit – đai ốc bi
Đề tài 2 sinh viên



http://youtu.be/NARf7IVbV1U
Mô tả đồ án: Gồm các file như ảnh trên bao gồm tất cả các file 3D, xuất bản vẽ ra PDF, CAD, video mô phỏng cấu tạo + nguyên lý hoạt động+ Sơ đồ nguyên công, đồ gá + THuyết minh
Giá: 750.000vnđ – Mã số: doantotnghiep.me_CTM0000067
Tải đồ án
Hiện nay, đổi mới phương pháp dạy học không chỉ là một phong trào mà còn là yêu cầu bắt buộc đối với mỗi giáo viên. Mục đích của việc đổi mới phương pháp dạy học nhằm phát huy tính tích cực, sáng tạo ở người học, đào tạo đáp ứng nhu cầu xã hội. Nền kinh tế ngày càng phát triển, kèm theo đó là sự phát triển của khoa học công nghệ, việc ứng dụng công nghệ thông tin vào giảng dạy là một trong những giải pháp hữu hiệu đối với nền giáo dục nước nhà nói chung và đào tạo đại học kỹ thuật nói riêng. Đặc biệt đối với ngành chế tạo máy, việc sử dụng các phần mềm cơ khí để mô hình hóa, mô phỏng động học máy đang dần được áp dụng, mang lại những hiệu quả nhất định mà phương pháp dạy học truyền thống chưa làm được.
Trong lĩnh vực sản xuất, thiết kế là một quá trình của các ý tưởng sáng tạo hoặc tưởng tượng và truyền đạt những ý tưởng này cho người khác bằng một hình thức dễ hiểu. Trong kỹ thuật người ta sử dụng mô hình 3D hoặc bản vẽ kỹ thuật 2D. Tuy nhiên một sản phẩm cơ khí thường bao gồm nhiều chi tiết phức tạp liên kết với nhau nên việc thể hiện bằng mô hình 3D hoặc bản vẽ kỹ thuật 2D chưa đáp ứng được yêu cầu, nhất là đảm bảo tính thực tế của sản phẩm, tức là chi tiết đó có làm việc được không? Chính vì vậy việc ứng dụng các phần mềm cơ khí vào việc thiết kế và sản xuất là điều tất yếu trong thời đại vi tính ngày nay.
Xuất phát từ những lý do trên, em nhận thấy đề tài tốt nghiệp của mình: “Thiết kế mô phỏng máy tiện T6M16” là một đề tài có tính thực tế, ứng dụng cao trong giảng dạy cũng như trong sản xuất. Em đã chọn sử dụng phần mền Autodesk Inventor 2008 để thực hiện đề tài. Trong cuốn thuyết minh này em đã trình bày về cách sử dụng, các tính năng cơ bản phần mềm Autodesk Inventor 2008 và ứng dụng vào mô hình hóa, mô phỏng động học, động lực học máy tiện T6M16 thành công.
Em xin chân thành cảm ơn thầy PGS.TS Trẫn Vĩnh Hưng, thầy Dương Tiến Công cùng toàn thể các thầy cô trong khoa đã giúp đỡ em hoàn thành đồ án này. Tuy nhiên đây là một phần mềm mới và thời gian tìm hiểu không được nhiều nên trong quá trình thực hiện cũng không tránh khỏi những hạn chế và thiếu sót. Em mong muốn và chân thành cảm ơn mọi ý kiến đóng góp của các thầy cô và các bạn.
CHƯƠNG I
TỔNG QUAN VỀ CÁC LOẠI TRỤC VÍT – ĐAI ỐC
1.Trục vít đai ốc thường trong máy công cụ:
1.1 Cấu tạo và nguyên lý làm việc:
Bộ truyền trục vít đai ốc dùng để biến chuyển động quay thành chuyển động tịnh tiến nhờ sự tiếp xúc giữa ren của trục vít với ren của đai ốc.
Bộ truyền vít me đai ốc
Bộ truyền vít có 2 bộ phận chính : Trục vít 1 quay với số vòng n1,momen T1,công suất P1,vít có ren ngoài tương tự bulong,trong trường hợp này vít là khâu dẫn.
Đai ốc 2 chuyển động tịnh tiến với vận tốc V2,công suất P2,đai ốc là khâu bị dẫn.
Vai trò của 2 chi tiết này có thể đổi ngược lại với đai ốc là khâu dẫn và trục vít là khâu bị dẫn.
Nguyên lý làm việc của bộ truyền: 2 bề mặt ren trượt lên nhau,tạo nên chuyển động,nhưng quá trình này tạo nên ma sát rất lớn,nên hiệu suất của bộ truyền không cao.
- Phân loại:
- tùy theo dạng cắt ngang qua tiết diện ren trục vít ren đai ốc được phân thành các loại:
- Vít có ren hình thang, ren thang thường được dùng làm ren truyền động hoặc ren tải được cả hai phía.loại này được dùng phổ biến,ren được gia công trên máy tiện vạn năng.
Trục ren vít hình thang
- Loại vít có ren hình chữ nhật,loại này thực hiện các chuyển động dọc trục
Ren chữ nhật
+ Ưu điểm: – Độ chính xác cao
– Hiệu suất truyền động cao
+ Nhược điểm: -Tiết diện ren nhỏ nên chịu tải kém
– Giá thành đắt
- Trục vít có ren hình răng cưa
Ren răng cưa
+ Ưu điểm: – Hiệu suất tải cao
+ Nhược điểm: – chỉ tải được một chiều
- Loại vít có ren tam giác giống bulong,loại này được dùng trong các chuyển động chậm chính xác,hiệu suất thấp,dễ chế tạo.
- Ngoài ra ta còn có thể phân loại dựa vào chiều của ren: ren trái ren phải.dựa vào bước ren,đầu mối ren.
- Phạm vi sử dụng của bộ truyền trục vít –đai ốc:
- Được sử dụng trong các thiết bị tạo lực dọc lớn như:kích vít,vít ép.
- Dùng làm cơ cấu chuyển vị chính xác như bàn xe dao trong các máy công cụ,các dụng cụ đo,cơ cấu định vị và điều chỉnh.
- Các thông số hình học chủ yếu của bộ truyển trục vít đai ốc
– Đường kính ngoài của trục vít d, mm. Là đường kính của vòng tròn đi qua đỉnh ren. Còn gọi là đường kính danh nghĩa,
– Đường kính trong của trục vít,là đường tròn đi qua chân ren của trục:D1,
– Đường kính trung bình của vít D2, mm. Được tính theo công thức: d2 = (d+d1)/2 ; D2 = (D1+D)/2.
– Số mối ren của trục vít ký hiệu là z; là số đầu mối ren của trục vít.
Bước ren kí hiệu là P,giá trị của P được tiêu chuẩn hóa theo d.Ứng với mỗi giá trị của d có quy định ren bước nhỏ,trúng bình,lớn.
Ví du: với d = 40 có bước ren pr = 3 ; 6 ; 10 .
d = 60 có bước ren pr = 3 ; 8 ; 12.
Bước xoắn vít λ, mm. Bước xoắn vít được tính theo công thức λ = z.pr.
Góc nâng của đường xoắn vít γ, độ. Có quan hệ: tgγ = λ/(π.d2).
Hình dạng và kích thước của tiết diện ren được lấy theo tiêu chuẩn và phụ thuộc vào d.
Goc profil của tiết diện ren thang α, độ.
Chiều rộng của đai ốc B, mm. Cũng có thể gọi là chiều cao của đai ốc kí hiệu là H.
Chiều dài phần gia công trên trục vít lr (mm). Khoảng cách giữa 2 gối đỡ lo, (mm).
Chiều dài toàn bộ trục vít l, mm
1.4 Các thông số làm việc chủ yếu của bộ truyền trục vít-đai ốc
– Số vòng quay trên trục vít dẫn hay đai ốc dẫn kí hiệu là n1, v/ph.
– Vận tốc tịnh tiến của đai ốc hay trục vít kí hiệu là v2, m/s.
– Tỷ số truyền được kí hiệu là u, được tính theo quy ước: Bằng tỷ số độ dài dịch chuyển của vô lăng hay bánh răng trên trục vít so với lượng dịch chuyển của đai ốc,thông thường tỷ số này thường là rất lớn.
– Hiệu suất của bộ truyền η, η = A2 / A1. Với A2 la công có ích, A1 la phát động.
Nếu bỏ qua ma sát thì hiệu suất của bộ truyền được tính là:
η = tgγ / tg(γ+ϕ’)
Trong đó ϕ’ là góc ma sát tương đương
Đa số các bộ truyền thực tế có tính tự hãm, tức là γ < ϕ’,
Trong trường hợp này hiệu suất của bộ truyền thường nhỏ hơn 0,5
1.5 Ưu nhược điểm của bộ truyền trục vít-đai ốc:
Ưu điểm:
– Kết cấu đơn giản,dễ chế tạo,giá thành không cao,có kích thước nhỏ gọn ,tiện sử dụng.
– Có khả năng tải cao,làm việc tin cậy,không gây tiếng ồn.
– Có tỷ số truyền lớn,lực dọc trục tạo ra rất lớn với yếu tố đầu vào là lực tay quay rất nhỏ.
– Đồng thời cũng thực hiện được các chuyển động chậm ,yêu cầu độ chính xác về bước dịch chuyển cao.
Nhược điểm:
Hiệu suất làm việc không cao,do bộ truyền tạo ma sát lớn,tiếp xúc ở dạng bề mặt,gây mòn nhanh chóng,do đó sẽ không còn chính xác theo thời gian.
1.6 Phạm vi sử dụng của bộ truyền trục vít –đai ốc:
– Được sử dụng trong các thiết bị tạo lực dọc lớn như:kích vít,vít ép.
– Dùng làm cơ cấu chuyển vị chính xác như bàn xe dao trong các máy công cụ,các dụng cụ đo,cơ cấu định vị và điều chỉnh.
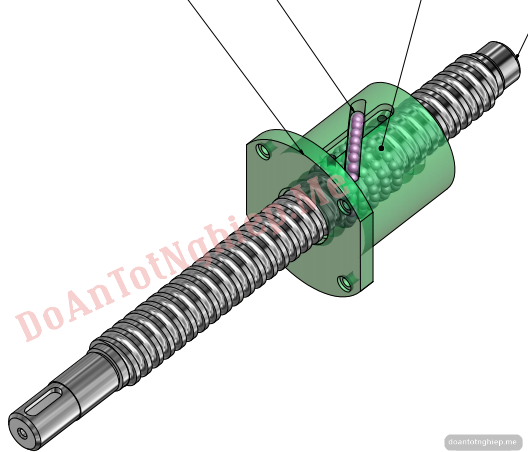
2: Trục vít-đai ốc bi trong máy CNC
- Truyền động vitme-bi là loại truyền động biến chuyển động quay thành chuyển động tịnh tiến và ngược lại, thường dùng nhất là biến chuyển động quay của trục vitme thành chuyển động tịnh tiến của đai ố Loại truyền động này khác với truyền động vít đai ốc ở chỗ có thêm các con lăn là các bi cầu nhờ đó ma sát trong truyền động vitme-bi là ma sát lăn .
Một số loại vít me đai ốc bi
Trong máy công cụ điều khiển số người ta sử dụng hai dạng vit me cơ bản đó là: vít me đai ốc thường và vít me đai ốc bi.
- Vít me đai ốc thường: là loại mà vít me và đai ốc có dạng tiếp xúc mặt
- Vít me đai ốc bi: là loại mà vít me và đai ốc có dạng tiếp xúc lăn.
Ta xét mối quan hệ giữa lực ma sát và tốc độ của vít me đai ốc µ
thường và vít me đai ốc bi:
µ
a
b
V
quan hệ giữa lực ma sátvà tốc độ của vít me đai ốc thường và vít me đai ốc bi
Đường cong trên là đường cong biểu thị mối quan hệ giữa lực ma sát và tốc độ của vít me đai ốc thường. Đường cong này chia làm 2 phần
- Phần thứ nhất từ a đến b là vùng ma sát nửa ướt. Vùng này có sự tiếp xúc trực tiến giữa vít me và đai ốc. Khi vận tốc bằng 0,lực ma sát ướt lớn nhất ,khi vận tốc tăng lên dần hình thành lực ma sát giảm dần tới b
- Giai đoạn tiếp theo là quá trình bôi trơn giữa 2 bề mặt thủy động và hư đồ thị thì ma sát tăng theo tốc độ
Khi điều khiển máy CNC hai hoặc nhiều trục đòi hỏi thời gian khởi động bàn máy nhanh và momen nhỏ. Nhìn vào đường cong trên ta thấy vít me đai ốc thường không đảm bảo được yêu cầu trên của máy CNC.
- Thay vì trạng thái tiếp xúc mặt như vít me đai ốc thường thì vít me đai ốc bi có dạng tiếp xúc lăn bằng cách đưa vào các rãnh ren số lượng lớn bi hoặc bi trụ. Do tiếp xúc giữa vít me và đai ốc là ma sát lăn nên ma sát có thể là coi là không đáng kể. Từ đồ thị trên ta thấy vít me đai ốc bi đã xóa bỏ được vùng ma sát khô và ma sát nửa khô của ma sát thường
Ưu điểm của Vít me đai ốc bi:
- Mất mát do ma sát nhỏ, hiệu suất của bộ truyền lớn gần bằng 0.9
- Đảm bảo chuyển động ổn định vì lực ma sát hầu như không phụ thuộc vào tốc độ.
- Có thể loại trừ khe hở và tạo sức căng ban đầu đảm bảo độ cứng vững dọc trục cao.
- Đảm bảo độ chính xác làm việc lâu dài.
Nhược điểm
- Khó chế tạo nên giá thành cao
2.1 Kết cấu bộ truyền vít me đai ốc bi
Vít me bi có kết cấu đa dạng nhưng chúng đều có cấu tạo chung như sau:
`
- 5. Khử khe hở và tạo sức căng
Kết cấu của bộ truyền vít me bi phải có khả năng khử khe hở dọc trục và điều chỉnh sức căng ban đầu. Khử khe hở và tạo sức căng nhờ việc điều chỉnh vị trí tương quan giữa hai phần của đai ốc. Khử khe hở và tạo sức căng có thể
thực hiện bằng các phương pháp sau:
Kết cấu khử khe hở và tạo sức căng ban đầu
- Trên mỗi phần đai ốc thiết kế dạng mặt bích để liên kết hai phần đai với nhau thông qua mối ghép ren. Để khử khe hở và tạo sức căng ban đầu cho bộ truyền bằng cách giữa hai mặt bích người ta đặt các tấm đệ Với chiều dày các tấm đệm khác nhau cho phép thay đổi sức căng và vị trí vùng tiếp xúc bi với đai ốc và vít me. Thực hiện điều chỉnh theo phương pháp này có kết cấu đơn giản nhưng việc điều chỉnh khó khăn
- Một dạng khác của kết cấu khử khe hở và tạo sức căng là giữ cố định một phần của đai ốc, khử khe hở và tạo sức căng bàn đầu bằng lực của lò xo.
Kết cấu khử khe hở vào tạo sức căng bằng lò xo
- Trên mỗi phần của đai ốc, vành ngoài của nó có vành răng bước nhỏ và trong cũng có bố trí vành răng trong.
Chú ý rằng số răng trên vành răng của hai đai ốc khác nhau một răng. Nhờ có sự khác nhau như thế mà khi quay đai ốc đi một góc, phần đai ốc kia quay một góc nhỏ hơn. Nhờ vậy kết cấu có khả năng khử khe hở và điều chỉnh sức căng ban đầu. Kết cấudạng này được thể hiện
Kết cấu khử khe hở và tạo sức căng với đai ốc có vành răng
CHƯƠNG 2
TÍNH TOÁN TRỤC VÍT ME BI
1. Các dạng hỏng và chỉ tiêu tính toán
- Trong trục vít me bi thường gặp các dạng hỏng sau đây:
- Biến dạng dư bề mặt làm việc: do chịu tải trọng va đập hoặc tải trọng tĩnh
lớn.
- Tróc vì mỏi bề mặt làm việc: do chịu ứng suất tiếp xúc thay đổi, khi số
chu kỳ thay đổi ứng suất đạt tới trị số đủ lớn, trên bề mặt tiếp xúc (của bi hoặc rãnh lăn trên trục vít và đai ốc) sinh ra những vết nứt rồi phát triển thành tróc.
– Mòn rãnh vít và bi: xảy ra nhiều khi bề mặt làm việc không được bôi trơn và được giữ sạch.
– Vỡ con lăn(bi): Xảy ra khi chịu tải lớn hoặc chấn động mạnh.
– Trục vít me mất ổn định xảy ra với những trục vít me dài.
– Biến dạng xoắn,kéo nén khi vít me phải chịu tải lớn.
Với các dạng hỏng như trên thì để bộ truyền động vitme-bi được thiết kế đảm độ bền, ổn định và tuổi thọ cần tính toán về :
– Tính theo khả năng tải động: nhằm ngăn ngừa các dạng hỏng bề mặt như tróc và mòn.
– Độ ổn định: đề phòng trục mất ổn định gây uốn trục vitme.
– Theo khả năng tải tĩnh: đề phòng biến dạng của con lăn và rãnh lăn.
– Các tính toán trong bài này được thực hiện với
các điều kiện :
– Tính với rãnh lăn có tiết diện tròn.
– Đai ốc đơn hoặc kép.
– Coi lực dọc trục đặt đúng tâm
– Bộ truyền làm việc biến chuyển động
Quay của trục vitme thành chuyển động tịnh tiến
của đai ốc.
Một số kích thước có bản của vít me bi
Các kích thước hình học cơ bản được mô tả
trong hình 2, cụ thể hơn xem trong [1].
- Tính theo khả năng tải động
Xuất phát từ phương trình đường cong mỏi:
(1)
:là ứng suất tiếp xúc xuất hiện trên bề mặt tiếp xúc giữa con lăn và rãnh lăn
Nc: là số chu kỳ thay đổi ứng suất cho đến khi xuất hiện vết tróc đầu tiên
m : là bậc của đường cong mỏi.
- Ứng suất tiếp xúc thay đổi có liên quan đến tải trọng tác dụng lên rãnh lăn và
số chu kỳ thay đổi ứng suất, trên cơ sở đó thiết lập mối quan hệ giữa tải trọng tính
bằng Niutơn và tuổi thọ tính bằng triệu vòng quay hay chính là chu kỳ chịu tải. Do:
– Ứng suất có quan hệ với tải trọng tác động.
– Tải trọng tác động lên trục vitme có thể tính theo mô men xoắn T không
đổi hoặc thay đổi.
– Số chu kỳ thay đổi ứng suất Nc có liên quan đến L (tuổi thọ tính bằng
triệu chu kỳ chịu tải).
Vì vậy ta có thể biến đổi phương trình đường cong mỏi (1) về dạng tích số của
tải trọng tương đương Q và tuổi thọ L với hằng số C như sau:
(2)
(3)
Trong đó:
Cd: khả năng tải động tính toán của trục vitme (kN).
Q: tải trọng tương đương được tính theo lực dọc trục (kN).
L: tuổi thọ của trục vitme, tính bằng triệu chu kỳ chịu tải.
q: bậc đường cong mỏi tính theo tải trọng tương đương, về lý thuyết thì
tiếp xúc giữa bi và trục vitme là tiếp xúc điểm nên q = 3, vậy :
(4)
Tải trọng tương đương Q được tính theo công
(5)
kF : hệ số tải trọng. Theo [2], k được xác định :
kF = 1,0-1,2 với tải trọng không có sự va chạm
kF = 1,2-1,5 với tải trọng có sự va chạm
kF = 1,5-1,3 với tải trọng có sự va chạm mạnh và thường xuyên
Tuổi thọ L của trục vitme được tính theo số giờ làm việc như sau:
(6)
: Số giờ làm việc của trục vitme tính bằng giờ.
n : số vòng quay của trục vitme (vòng/ phút)
Nếu tải trọng và số vòng quay làm việc của trục vitme là tải thay đổi theo bậc
Như trên hình 3, F và n được tính theo công thức sau:
(7)
(8)
F1: lực dọc trục tồn tại trong thời gian t1 của chu kỳ.
F2: lực dọc trục tồn tại trong thời gian t2
n1: Vận tốc của trục vít me bi trong thời gian t1 của chu kỳ
n2 : Vận tốc của trục vít me bi trong thời gian t2 của chu kỳ.
Hình 3. Sơ đồ chế độ làm việc của trục vitme
Để đảm bảo khả năng tải động, khả năng tải động tính toán Cd của bộ truyền động vitme-bi cần đảm bảo:
(9)
Với Ca là khả năng tải động cho phép của bộ truyền động vit me-bi, Ca được xác định bằng thí nghiệm với từng loại và từng kích thước của bộ truyền động.
Hiện nay, một số tài liệu của các hãng trên thế giới có cung cấp kèm giá trị Ca với
các bảng tra kích thước và đặ c tính các loại bộ truyền, do đó Ca tạm thời được sử
dụng theo các tài liệu này [2], [3], [4].
Từ (9) tra bảng ta sẽ xác định được các kích thước cơ bản của truyền động vít me ma sát lăn
- Tính toán về độ ổn định
Với các trục vitme tương đối dài và chịu nén cần tiến hành kiểm nghiệm về
uốn dọc nhằm đảm bảo điều kiện ổn định Euler [5] :
(10)
S0 – hệ số an toàn tính toán về ổn định.
Fth – tải trọng tới hạn (N), xác định phụ thuộc vào độ mềm của vít λ.
[S0] = 2 ÷ 4 , hệ số an toàn ổn định cho phép
a/ Độ mềm của vít λ
λ
µ – hệ số phụ thuộc phương pháp cố định các đầu trục vitme như ở hình dưới
l – chiều dài tính toán của trục vitme, được xác định nhưtrênhình
i – bán kính quán tính của tiết diện trục vitme
i =
J – mô men quán tính của tiết diện trục vitme
CHƯƠNG 3
QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ĐAI ỐC BI
3.1. Phân tích chức năng làm việc và tính công nghệ trong kết cấu của chi tiết
3.1.1. Phân tích chức năng làm việc
– Đai ốc được sử dụng rộng rãi trong ngành cơ khí với vai trò chủ yếu là chi tiết bắt chặt các chi tiết khác trong mối ghép đai ốc – bu lông, đai ốc – trục vít…bên cạnh đó một vai trò khác của nó là làm nhiệm vụ truyền động trực tiếp trong bộ truyền trục vít me đai ốc nhằm mục đích biến chuyển động quay thành chuyển động tịnh tiến hoặc ngược lại… Đai ốc bi là 1 chi tiết trong bộ truyền trục vít me đai ốc bi, nó có tác dụng chuyển chuyển động quay của trục vít me thành chuyển động tịnh tiến nhờ các viên bi chứa trong rãnh vít me. Đai ốc bi có bề mặt làm việc chủ yếu là rãnh vít me chứa các viên bi, những viên bi này là chi tiết trung gian truyền chuyển động từ trục vít qua đai ốc nhờ ma sát lăn thay vì chuyển động nhờ ma sát trượt trong các bộ truyền trục vít – đai ốc thông thường. Bên cạnh đó, chi tiết còn có 1 số bề mặt làm việc khác như mặt đầu của bích ghép và 4 lỗ bậc…Các bÒ mÆt nµy thêng ®îc gia c«ng víi c¸c ®é chÝnh x¸c kh¸c nhau nhằm đảm bảo các yêu cầu kỹ thuật khi làm việc.
Chi đai ốc bi được làm bàng thép 45. Víi vËt liÖu lµm b»ng thÐp 45 cã thµnh phÇn nh sau: C=0,45% ;Si=0,17-0,37% ;P<0,4% ;S<0,4% ;Co<0,3% ;Ni<0,3%.
Thép 45 có HB=197,giới hạn bền 610 Mn/m2
– Đai ốc bi làm việc với trong điều kiện chịu mài mòn lớn trên các bề mặt, đặc biệt là bề mặt rãnh chứa bi chuyển động vì vậy bề mặt này cần phải được bôi trơn thường xuyên.
3.1.2. Tính công nghệ trong kết cấu
Tính công nghệ trong kết cấu có ý nghĩa rất quan trọng:
-ảnh hưởng đến chất lượng sản phẩm.
-ảnh hưởng đến khối lượng gia công và năng suất lao động.
-ảnh hưởng đến tiêu hao nguyên vật liệu.
-ảnh hưởng đến gia thành sản phẩm.
Qua bản vẽ chi tiết và vật liệu chế tạo thấy:
-Chi tiết được chế tạo bằng thép 45,đây là loại vật liệu có cơ tính tốt, có thể áp dụng nhiều phương pháp tạo phôi đơn gian và tiên tiến cho phép đạt chỉ tiêu kinh tế cao,có thể đáp ứng khả năng làm việc của chi tiết.
-Chi tiết có đa số các bề mặt có thế gia công bắng các phương pháp gia công phổ biến và dùng các loại dao thông thường.
-Chi tiết có bề mặt khó gia công nhất là rãnh chứa ống hồi bi.
* KÕt luËn vÒ tÝnh c«ng nghÖ trong kÕt cÊu :
– Chi tiÕt gia c«ng thuéc chi tiết d¹ng bạc nªn cã thÓ sö dông chuÈn tinh chính lµ mặt đầu và lỗ chính lµm chuÈn gia c«ng qua nhiÒu nguyªn c«ng vµ hÇu hÕt c¸c bÒ mÆt ®Òu ®¶m b¶o ®é ®ång t©m gi÷a c¸c mÆt trô qua nhiÒu lÇn g¸ .
3.2. Xác định dạng sản xuất
ViÖc x¸c ®Þnh quy m« vµ h×nh thøc tæ chøc s¶n xuÊt cho chi tiÕt lµ mét viÖc lµm quan träng cho c¸c bíc lµm viÖc tiÕp theo . Bëi nÕu x¸c ®Þnh d¹ng s¶n xuÊt kh«ng ®óng sÏ ¶nh hëng ®Õn viÖc lËp quy tr×nh c«ng nghÖ, ¶nh hëng ®Õn s¶n lîng hµng n¨m cña chi tiÕt vµ ¶nh hëng ®Õn chi phÝ ban ®Çu ®Ó gia c«ng chi tiÕt.
- Ó ®¶m b¶o s¶n lîng hµng n¨m vµ s¶n phÈm cña ®Ò tµi ®îc giao mét c¸ch chÝnh x¸c ta ph¶i x¸c ®Þnh d¹ng s¶n xuÊt, tõ ®ã lµm c¬ së thiÕt kÕ quy tr×nh c«ng nghÖ ®å g¸, cïng nh÷ng trang thiÕt bÞ kh¸c phï hîp nh»m gi¶m gi¸ thµnh, n¨ng cao chÊt lîng vµ s¶n lîng cho s¶n phÈm. Muèn vËy, tríc hÕt ta ph¶i x¸c ®Þnh s¶n lîng hµng n¨m cho chi tiÕt vµ träng lîng cña chi tiÕt ®ã.
S¶n lîng hµng n¨m ®îc x¸c ®Þnh theo c«ng thøc sau :
N = N1.m (1+ )
Trong ®ã :
N- Sè chi tiÕt ®îc s¶n xuÊt trong mét n¨m
N1- Sè s¶n phÈm ®îc s¶n xuÊt trong mét n¨m (10000 chiÕc/n¨m)
m- Sè chi tiÕt trong mét s¶n phÈm (m=1)
a- PhÕ phÈm trong xëng ®óc a =(3÷6) %
b- Sè chi tiÕt ®îc chÕ t¹o thªm ®Ó dù tr÷ b =(5÷7)%
Vậy N=10000.1(1+ )=11000 (chi tiết/năm)
Trọng lượng của chi tiết được xác định theo công thức:
Q=V. g (kg)
Trong đó:
Q-trọng lượng chi tiết
g – Khèi lîng riªng cña vËt liÖu, gthép=7,2(kG/dm3)
B¶ng 1.Khèi lîng riªng cña mét sè vËt liÖu
| Tªn vËt liÖu | ThÐp | Gang dÎo | Gang x¸m | Nh«m |
|
| (kg/dm3) | 7,852 | 7,2 ÷ 7,4 | 6,8 ÷ 7,4 | 2,6 ÷ 2,8 | 8,72 |
V – ThÓ tÝch cña chi tiÕt:
V = 255687.249 ( mm3)» 0,255 ( dm3)
- Q = Vg = 0,26. 7,852 » 2,0 ( kG)
Vói sản lượng chi tiết 11000, khối lượng chi tiết 2,0 kg, tra b¶ng 2 TK §A-CNCTM díi ®©y ta cã d¹ng s¶n xuÊt loạt lớn.
| D¹ng s¶n xuÊt | Q träng lîng | ||
| > 200 Kg | (4¸200) Kg | < 4 Kg | |
| S¶n lîng hµng n¨m trong chi tiÕt . | |||
| < 5 | < 10 | < 100 |
| Hµng lo¹t nhá | 55 ¸100 | 10 ¸ 200 | 100 ¸ 500 |
| Hµng lo¹t võa | 100 ¸ 300 | 200 ¸ 500 | 500 ¸5000 |
| Hµng lo¹t lín | 300 ¸ 1000 | 500 ¸ 5000 | 5000 ¸50000 |
| Hµng khèi | > 1000 | > 5000 | >50000 |
3.3. Xác định phương pháp chế tạo phôi
Khi chọn phôi phải chú ý hình dáng kích thước và chất lượng bề mặt phôi sao cho gần với hình dáng kích thước của chi tiết thực nhằm giảm tiêu hao kim loại, khối lượng gia công trên máy, giảm tiêu hao dụng cụ cắt, năng lượng và các tiêu hao khác.
Sau đây là một số phương pháp chế tạo phôi thường dùng trong chế tạo chi tiết dạng trục:
-Phôi rèn tự do: Thường được dùng trong sản xuất hàng loạt nhỏ và sản xuất đơn chiếc. Ưu điểm chính của phôi rèn tự do trong điều kiện sản xuất nhỏ là giá thành hạ (khôn phải chế tạo khuôn dập).
-Phôi đúc: Được dùng cho các loại chi tiết như: Các gối đỡ, các chi tiết dạng hộp, các loại càng phức tạp, các loại trục chữ thập… Vật liệu dùng cho phôi đúc là gang, thép, đồng, nhôm và các loại hợp kim khác.
-Phôi dập: thường dùng cho các loại chi tiết sau đây: trục răng côn, trục răng thẳng, các loại bánh răng khác, các chi tiết dạng càng, trục chữ thập, trục khuỷu…Các chi tiết này được dập trên máy búa nằm ngang hoặc máy dập đứng. Đối với các chi tiết đơn giản thì khi dập không có bavia, còn chi tiết phức tạp sẽ có bavia (lượng bavia khoảng 0,5% – 1% trọng lượng của phôi).
ViÖc chän ph«i ®Ó chÕ t¹o trôc phô thuéc vµo h×nh d¸ng ,kÕt cÊu vµ s¶n lîng cña lo¹i trôc ®ã.VÝ dô ®èi víi trôc tr¬n th× tèt nhÊt dïng ph«i thanh.Víi trôc bËc cã ®êng kÝnh chªnh nhau kh«ng lín l¾m dïng ph«i c¸n nãng.
Trong s¶n xuÊt nhá vµ ®¬n chiÕc ph«i cña trôc ®îc chÕ t¹o b»ng rÌn tù do hoÆc rÌn tù do trong khu«n ®¬n gi¶n ,®«i khi cã thÓ dïng ph«i c¸n nãng .Ph«i cña lo¹i trôc lín ®îc chÕ t¹o b»ng c¸ch rÌn tù do hoÆc hµn ghÐp tõng phÇn.
Trong s¶n xuÊt hµng lo¹t lín vµ hµng khèi ph«i cña trôc ®îc chÕ t¹o b»ng dËp nãng trªn m¸y dËp hoÆc Ðp trªn m¸y Ðp,víi trôc bËc cã thÓ rÌn trªn m¸y rÌn ngang vµ còng cã thÓ chÕ t¹o b»ng ph¬ng ph¸p ®óc.
- èi víi chi tiÕt trôc vít me bi ta kh«ng nªn chän ph«i lµ ph«i ®óc v× ph«i ®óc cho chÊt lîng bÒ mÆt kh«ng tèt víi l¹i chi tiÕt ®óc thêng cã c¬ tÝnh kh«ng cao.Chóng ta cã thÓ chän ph«i thanh víi ®é chÝnh x¸c cã thÓ chÊp nhËn ®îc nhng nhîc ®iÓm lín nhÊt cña lo¹i ph«i nµy lµ rÊt tèn vËt liÖu.
Tõ ®ã ta thÊy r»ng chän ph«i dËp nãng lµ tèt nhÊt bëi v× lo¹i ph«i nµy ®¶m b¶o ®îc nh÷ng tiªu chuÈn nh: h×nh d¸ng ph«i gÇn víi chi tiÕt gia c«ng ,lîng d hîp lÝ,cã thÓ s¶n xuÊt ph«i hµng lo¹t…
3.4. Lập quy trình công nghệ gia công chi tiết
3.4.1. Xác định đường lối công nghệ
-Trong các dạng sản xuất hàng loạt lớn và hàng khối, quy trình công nghệ được xây dựng theo nguyên tắc phân tán hoặc tập trung nguyên công.
+Theo nguyên tắc phân tán nguyên công thì quy trình công nghệ được chia ra các nguyên công đơn giản có thời gian như nhau (nhịp) hoặc bội số của nhịp. Tại đây mỗi máy thực hiện một nguyên công nhất định, đồ gá được sử dụng là đồ gá chuyên dùng.
+Theo nguyên tắc tập trung nguyên công thì quy trình công nghệ được thực trên một hoặc vài máy tự động, bán tự động.
-Do dạng sản xuất loạt lớn nên ta chọn phương án gia công là phân tán nguyên công. Dùng máy vạn năng kết hợp đồ gá chuyên dùng.
3.4.2. LËp phương án gia công
3.4.2.1. Phương án 1
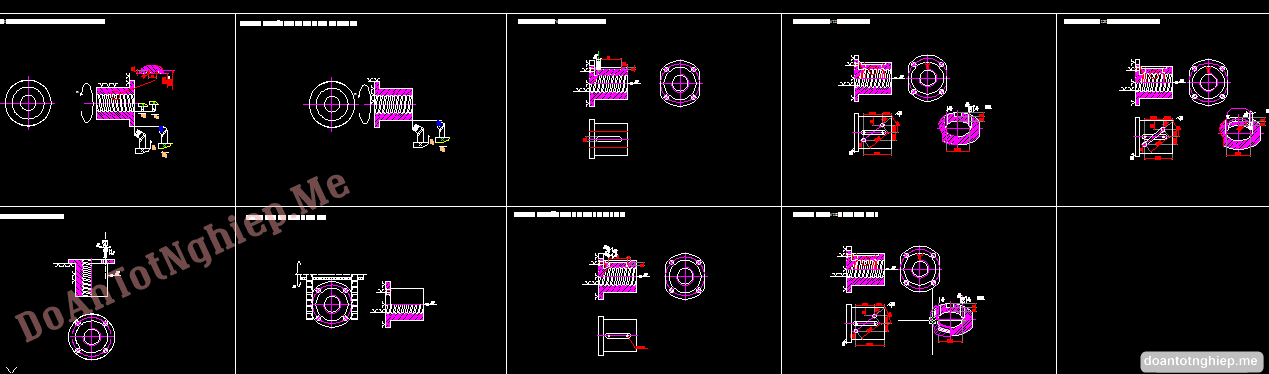
Nguyên công 1-Kho¶ mÆt ®Çu A, tiện Æ100 vµ tiện lỗ Æ34
Nguyên công 2- Kho¶ mÆt ®Çu B, tiện Æ70
Nguyên công 3- Khoan 4 lỗ bậc
Nguyên công 4- Phay 2 mặt bên
Nguyên công 5- Phay rãnh then bằng
Nguyên công 6- Khoan và ta rô 2 lỗ M6
Nguyên công 7- Khoan 2 lỗ Æ7, phay rãnh chữ U
Nguyên công 8- Phay rãnh chứa ống hồi bi
Nguyên công 9- Tiện ren
3.4.2.2. Phương án 2
Nguyên công 1- Kho¶ mÆt ®Çu B, tiện Æ70
Nguyên công 2- Kho¶ mÆt ®Çu A, tiện Æ100 vµ tiện lỗ Æ34
Nguyên công 3- Khoan 4 lỗ bậc
Nguyên công 4- Phay 2 mặt bên
Nguyên công 5- Phay rãnh then bằng
Nguyên công 6- Khoan và ta rô 2 lỗ M6
Nguyên công 7- Khoan 2 lỗ Æ7, phay rãnh chữ U
Nguyên công 8- Phay rãnh chứa ống hồi bi
Nguyên công 9- Tiện ren
CHƯƠNG 3
QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC VÍT BI
3.1. Phân tích chức năng làm việc và tính công nghệ trong kết cấu của chi tiết
3.1.1. Phân tích chức năng làm việc
– Trục được sử dụng rộng rãi trong ngành cơ khí với nhiều mục đích : dùng để truyền momen xoắn , truyền chuyển động qua các chi tiết khác lắp trên nó như bánh răng , bánh đai, bánh ma sát hay làm nhiệm vụ truyền động trực tiếp trong bộ truyền trục vít me đai ốc nhằm mục đích biến chuyển động quay thành chuyển động tịnh tiến… Trục vít me bi là 1 chi tiết trong bộ truyền trục vít me đai ốc bi, nó có tác dụng nhận chuyển động quay từ hộp bước tiến và thông qua bộ truyền vít me đai ốc bi chuyển thành chuyển động tịnh tiến của chi tiết đai ốc bi. Trục vít me bi có bề mặt làm việc chủ yếu là rãnh vít me chứa các viên bi, những viên bi này là chi tiết trung gian truyền chuyển động từ trục vít qua đai ốc nhờ ma sát lăn thay vì chuyển động nhờ ma sát trượt trong các bộ truyền trục vít – đai ốc thông thường. Bên cạnh đó, chi tiết còn có 1 số bề mặt làm việc khác như 2 cổ trục lắp vòng bi, phần đầu trục có lắp bánh răng và then truyền mômen xoắn…Các bÒ mÆt nµy thêng ®îc gia c«ng víi c¸c ®é chÝnh x¸c kh¸c nhau nhằm đảm bảo các yêu cầu kỹ thuật khi làm việc.
Chi tiết trục vít me bi được làm bàng thép 45. Víi vËt liÖu lµm b»ng thÐp 45 cã thµnh phÇn nh sau: C=0,45% ;Si=0,17-0,37% ;P<0,4% ;S<0,4% ;Co<0,3% ;Ni<0,3%.
Thép 45 có HB=197,giới hạn bền 610 Mn/m2
– Trục làm việc với trong điều kiện chịu mài mòn lớn trên các bề mặt, đặc biệt là bề mặt rãnh chứa bi chuyển động vì vậy trục cần phải được bôi trơn thường xuyên.
3.1.2. Tính công nghệ trong kết cấu
Tính công nghệ trong kết cấu có ý nghĩa rất quan trọng:
-ảnh hưởng đến chất lượng sản phẩm.
-ảnh hưởng đến khối lượng gia công và năng suất lao động.
-ảnh hưởng đến tiêu hao nguyên vật liệu.
-ảnh hưởng đến gia thành sản phẩm.
Qua bản vẽ chi tiết trục vít me bi và vật liệu chế tạo thấy:
-Chi tiết được chế tạo bằng thép 45,đây là loại vật liệu có cơ tính tốt, có thể áp dụng nhiều phương pháp tạo phôi đơn gian và tiên tiến cho phép đạt chỉ tiêu kinh tế cao,có thể đáp ứng khả năng làm việc của chi tiết.
-Chi tiết có các bậc trục giảm dần về hai phía cho khả năng sö dông c¸c biÖn ph¸p gia c«ng n¨ng suÊt cao .
– Chi tiÕt cã hÖ sè sö dông vËt liÖu cao do kh«ng cã c¸c bÝch, gê chÆn.
-Ở hai đầu ngõng trục lắp ổ lăn, tại đây có sự mòn cơ học do có sự ma sát giữa các chi tiết với nhau.
– Chi tiÕt gia c«ng thuéc d¹ng trôc cã ®êng t©m th¼ng nªn cã thÓ sö dông chuÈn tinh chính lµ hai lç t©m lµm chuÈn gia c«ng qua nhiÒu nguyªn c«ng vµ hÇu hÕt c¸c bÒ mÆt ®Òu ®¶m b¶o ®é ®ång t©m gi÷a c¸c mÆt trô qua nhiÒu lÇn g¸ .
* KÕt luËn vÒ tÝnh c«ng nghÖ trong kÕt cÊu :
– §©y lµ chi tiÕt d¹ng trôc dài cã Dmax =32 mm vµ Lmax = 400 mm, Dmin = 24 mm (L/D ) kém cøng v÷ng khi gia c«ng khi gia công, yêu cầu cần chú ý đến việc tăng độ cúng vững cho chi tiết nhờ chi tiết phụ như luynet.
– KÝch thíc gi¶m dÇn vÒ hai phÝa ®Çu trôc, thuËn tiÖn cho viÖc th¸o l¾p c¸c chi tiÕt .
-Các bề mặt trục có khả năng gia công được bằng các dao thông thường.
VËy : KÕt cÊu cña chi tiÕt trôc vít me bi theo nh b¶n vÏ tháa m·n tÝnh c«ng nghÖ trong kÕt cÊu, ®¶m b¶o c¸c yªu cÇu kÜ thuËt vµ hiÖu qu¶ kinh tÕ .
3.2. Xác định dạng sản xuất
ViÖc x¸c ®Þnh quy m« vµ h×nh thøc tæ chøc s¶n xuÊt cho chi tiÕt lµ mét viÖc lµm quan träng cho c¸c bíc lµm viÖc tiÕp theo . Bëi nÕu x¸c ®Þnh d¹ng s¶n xuÊt kh«ng ®óng sÏ ¶nh hëng ®Õn viÖc lËp quy tr×nh c«ng nghÖ, ¶nh hëng ®Õn s¶n lîng hµng n¨m cña chi tiÕt vµ ¶nh hëng ®Õn chi phÝ ban ®Çu ®Ó gia c«ng chi tiÕt.
- Ó ®¶m b¶o s¶n lîng hµng n¨m vµ s¶n phÈm cña ®Ò tµi ®îc giao mét c¸ch chÝnh x¸c ta ph¶i x¸c ®Þnh d¹ng s¶n xuÊt, tõ ®ã lµm c¬ së thiÕt kÕ quy tr×nh c«ng nghÖ ®å g¸, cïng nh÷ng trang thiÕt bÞ kh¸c phï hîp nh»m gi¶m gi¸ thµnh, n¨ng cao chÊt lîng vµ s¶n lîng cho s¶n phÈm. Muèn vËy, tríc hÕt ta ph¶i x¸c ®Þnh s¶n lîng hµng n¨m cho chi tiÕt vµ träng lîng cña chi tiÕt ®ã.
S¶n lîng hµng n¨m ®îc x¸c ®Þnh theo c«ng thøc sau :
N = N1.m (1+ )
Trong ®ã :
N- Sè chi tiÕt ®îc s¶n xuÊt trong mét n¨m
N1- Sè s¶n phÈm ®îc s¶n xuÊt trong mét n¨m (10000 chiÕc/n¨m)
m- Sè chi tiÕt trong mét s¶n phÈm (m=1)
a- PhÕ phÈm trong xëng ®óc a =(3÷6) %
b- Sè chi tiÕt ®îc chÕ t¹o thªm ®Ó dù tr÷ b =(5÷7)%
Vậy N=10000.1(1+ )=11000 (chi tiết/năm)
Trọng lượng của chi tiết được xác định theo công thức:
Q=V. g (kg)
Trong đó:
Q-trọng lượng chi tiết
g – Khèi lîng riªng cña vËt liÖu, gthép=7,852(kG/dm3)
B¶ng 1.Khèi lîng riªng cña mét sè vËt liÖu
| Tªn vËt liÖu | ThÐp | Gang dÎo | Gang x¸m | Nh«m |
|
| (kg/dm3) | 7,852 | 7,2 ÷ 7,4 | 6,8 ÷ 7,4 | 2,6 ÷ 2,8 | 8,72 |
V – ThÓ tÝch cña chi tiÕt:
V = 243264.432 ( mm3)» 0,24 ( dm3)
- Q = Vg = 0,24. 7,852 » 1,9 ( kG)
Vói sản lượng chi tiết 11000, khối lượng chi tiết 1,9 kg, tra b¶ng 2 TK §A-CNCTM díi ®©y ta cã d¹ng s¶n xuÊt loạt lớn.
| D¹ng s¶n xuÊt | Q träng lîng | ||
| > 200 Kg | (4¸200) Kg | < 4 Kg | |
| S¶n lîng hµng n¨m trong chi tiÕt . | |||
| < 5 | < 10 | < 100 |
| Hµng lo¹t nhá | 55 ¸100 | 10 ¸ 200 | 100 ¸ 500 |
| Hµng lo¹t võa | 100 ¸ 300 | 200 ¸ 500 | 500 ¸5000 |
| Hµng lo¹t lín | 300 ¸ 1000 | 500 ¸ 5000 | 5000 ¸50000 |
| Hµng khèi | > 1000 | > 5000 | >50000 |
3.3. Xác định phương pháp chế tạo phôi
Khi chọn phôi phải chú ý hình dáng kích thước và chất lượng bề mặt phôi sao cho gần với hình dáng kích thước của chi tiết thực nhằm giảm tiêu hao kim loại, khối lượng gia công trên máy, giảm tiêu hao dụng cụ cắt, năng lượng và các tiêu hao khác.
Sau đây là một số phương pháp chế tạo phôi thường dùng trong chế tạo chi tiết dạng trục:
-Phôi rèn tự do: Thường được dùng trong sản xuất hàng loạt nhỏ và sản xuất đơn chiếc. Ưu điểm chính của phôi rèn tự do trong điều kiện sản xuất nhỏ là giá thành hạ (khôn phải chế tạo khuôn dập).
-Phôi đúc: Được dùng cho các loại chi tiết như: Các gối đỡ, các chi tiết dạng hộp, các loại càng phức tạp, các loại trục chữ thập… Vật liệu dùng cho phôi đúc là gang, thép, đồng, nhôm và các loại hợp kim khác.
-Phôi dập: thường dùng cho các loại chi tiết sau đây: trục răng côn, trục răng thẳng, các loại bánh răng khác, các chi tiết dạng càng, trục chữ thập, trục khuỷu…Các chi tiết này được dập trên máy búa nằm ngang hoặc máy dập đứng. Đối với các chi tiết đơn giản thì khi dập không có bavia, còn chi tiết phức tạp sẽ có bavia (lượng bavia khoảng 0,5% – 1% trọng lượng của phôi).
ViÖc chän ph«i ®Ó chÕ t¹o trôc phô thuéc vµo h×nh d¸ng ,kÕt cÊu vµ s¶n lîng cña lo¹i trôc ®ã.VÝ dô ®èi víi trôc tr¬n th× tèt nhÊt dïng ph«i thanh.Víi trôc bËc cã ®êng kÝnh chªnh nhau kh«ng lín l¾m dïng ph«i c¸n nãng.
Trong s¶n xuÊt nhá vµ ®¬n chiÕc ph«i cña trôc ®îc chÕ t¹o b»ng rÌn tù do hoÆc rÌn tù do trong khu«n ®¬n gi¶n ,®«i khi cã thÓ dïng ph«i c¸n nãng .Ph«i cña lo¹i trôc lín ®îc chÕ t¹o b»ng c¸ch rÌn tù do hoÆc hµn ghÐp tõng phÇn.
Trong s¶n xuÊt hµng lo¹t lín vµ hµng khèi ph«i cña trôc ®îc chÕ t¹o b»ng dËp nãng trªn m¸y dËp hoÆc Ðp trªn m¸y Ðp,víi trôc bËc cã thÓ rÌn trªn m¸y rÌn ngang vµ còng cã thÓ chÕ t¹o b»ng ph¬ng ph¸p ®óc.
- èi víi chi tiÕt trôc vít me bi ta kh«ng nªn chän ph«i lµ ph«i ®óc v× ph«i ®óc cho chÊt lîng bÒ mÆt kh«ng tèt víi l¹i chi tiÕt ®óc thêng cã c¬ tÝnh kh«ng cao.Chóng ta cã thÓ chän ph«i thanh víi ®é chÝnh x¸c cã thÓ chÊp nhËn ®îc nhng nhîc ®iÓm lín nhÊt cña lo¹i ph«i nµy lµ rÊt tèn vËt liÖu.
Tõ ®ã ta thÊy r»ng chän ph«i dËp nãng lµ tèt nhÊt bëi v× lo¹i ph«i nµy ®¶m b¶o ®îc nh÷ng tiªu chuÈn nh: h×nh d¸ng ph«i gÇn víi chi tiÕt gia c«ng ,lîng d hîp lÝ,cã thÓ s¶n xuÊt ph«i hµng lo¹t…
3.4. Lập quy trình công nghệ gia công chi tiết
3.4.1. Xác định đường lối công nghệ
-Trong các dạng sản xuất hàng loạt lớn và hàng khối, quy trình công nghệ được xây dựng theo nguyên tắc phân tán hoặc tập trung nguyên công.
+Theo nguyên tắc phân tán nguyên công thì quy trình công nghệ được chia ra các nguyên công đơn giản có thời gian như nhau (nhịp) hoặc bội số của nhịp. Tại đây mỗi máy thực hiện một nguyên công nhất định, đồ gá được sử dụng là đồ gá chuyên dùng.
+Theo nguyên tắc tập trung nguyên công thì quy trình công nghệ được thực trên một hoặc vài máy tự động, bán tự động.
-Do dạng sản xuất loạt lớn nên ta chọn phương án gia công là phân tán nguyên công. Dùng máy vạn năng kết hợp đồ gá chuyên dùng.
3.4.2. LËp phương án gia công
3.4.2.1. Phương án 1
Nguyên công 1-Kho¶ mÆt ®Çu vµ khoan t©m
Nguyên công 2-Tiện thô , tinh các bề mặt –cắt rãnh đầu trục A
Nguyên công 3- Tiện thô , tinh các bề mặt –cắt rãnh đầu trục B
Nguyên công 4- TiÖn ren
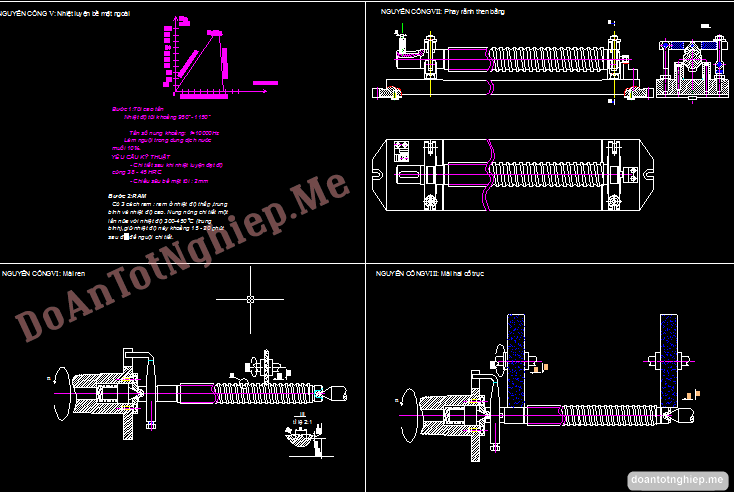
Nguyên công 5- Nhiệt luyện bề mặt ren, cổ trục
Nguyên công 6- Mài ren
Nguyên công 7- Phay rãnh then
Nguyên công 8- Mài 2 cổ trục
3.4.2.2. Phương án 2
Nguyên công 1-Kho¶ mÆt ®Çu
Nguyên công 2-Khoan t©m
Nguyên công 3-Tiện thô các bề mặt
Nguyên công 4-Tiện tinh các bề mặt –cắt rãnh
Nguyên công 5- TiÖn ren
Nguyên công 6- Nhiệt luyện bề mặt ren, cổ trục
Nguyên công 7- Mài ren
Nguyên công 8- Phay rãnh then
Nguyên công 9- Mài 2 cổ trục
Thiết kế mô phỏng máy tiện T6M16, gia công trục vit đai ốc bi
No comments:
Post a Comment