Thiết kế dây chuyền sản xuất ống săm xe đạp
MUÏC LUÏC
@ & ?
NOÄI DUNG TRANG
Lời nói đầu……………………………………………………………………1
CHÖÔNG 1: CAO SU VAØ COÂNG NGHEÄ SAÛN XUAÁT SAÊM XE ÑAÏP.. 2
1.1. Giới thiệu chung về cao su: 2
1.2.4. Các chất phối hợp cho cao su: 18
1.3. Cơ sở lí thuyết về luyện cao su : 18
1.4. Các sản phẩm từ cao su : 21
1.5. Dây chuyền công nghệ sản xuất săm xe đạp : 21
1.5.1. Các chủng loại sản phẩm săm xe đạp : 21
1.5.2. Sơ đồ dây chuyền sản xuất săm xe đạp: 23
1.5.3. Các công đoạn trong dây chuyền sản xuất săm xe đạp: 25
CÔ SÔÛ LÍ THUYEÁT VEÀ EÙP ÑUØN CAO SU… 28
2.1. Khái niệm về ép đùn vật liệu: 28
2.2. Cơ sở lí thuyết về ép đùn vật liệu (cao su): 30
2.2.3. Áp suất ép P: (KG/cm3). 31
2.2.6. Năng suất lí thuyết của máy ép: Qlt (kg/h). 32
2.2.7. Công suất yêu cầu: N(Kw). 33
2.3. Điều chỉnh và kiểm tra quá rình ép đùn:
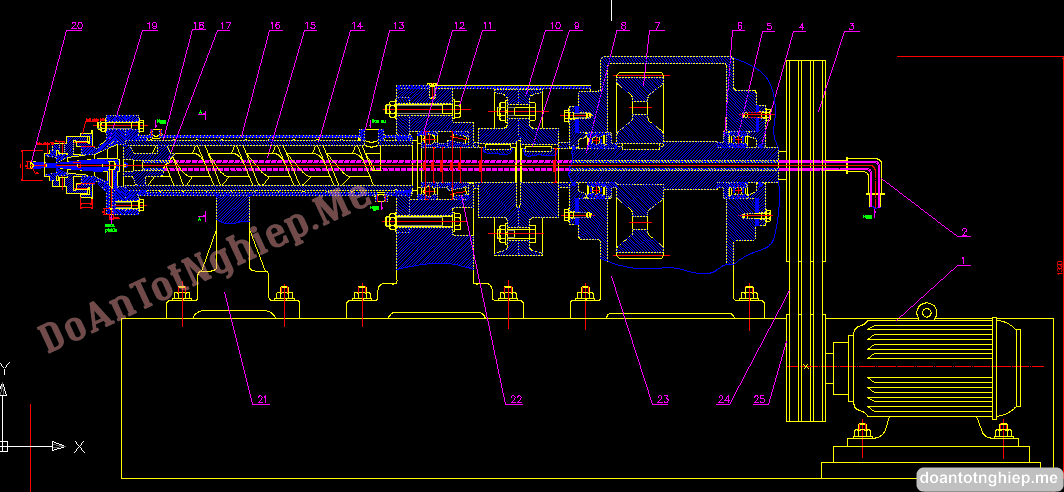
CHÖÔNG 3: THIEÁT KEÁ MAÙY EÙP ÑUØN OÁNG SAÊM XE ÑAÏP.. 36
3.1. Phân tích và chọn phương án thiết kế: 36
3.1.1. Phương pháp ép bằng trục vít đùn: 36
3.1.2. Phương pháp ép bằng trục vít xoắn: 37
3.1.3. Phương pháp ép bằng máy ép trục cán: 38
3.2. Phân tích chọn phương án: 39
3.3.1. Giới thiệu chung về động học máy: 40
3.3.2. Các số liệu ban đầu: (tài liệu công ty DRC). 41
3.3.3. Phương trình chuyển động, vận tốc, gia tốc: 41
3.3.4. Phân phối tỉ số truyền: 43
3.3.5. Xác định số vòng quay và công suất của các trục: 44
3.4. Thiết kế các bộ truyền: 46
3.4.1. Thiết kế bộ truyền đai: 46
3.4.2. Thiết kế bộ truyền bánh răng: 51
3.5. Tính toán thiết kế trục và tính chọn then: 69
3.7. Tính toán động lực học máy: 92
3.7.1. Định các kích thước yêu cầu: 92
3.7.2. Xác định các tải trọng tác dụng lên trục vít: 95
3.7.3. Tính sức bền của trục vít đùn: 100
3.7.4. Tính sức bền vòng xoắn vít ép: 103
3.7.5. Tính toán năng lượng tiêu thụ trong quá trình ép: 105
3.7.6. Tính toán cân bằng nhiệt trong khoang ép: 107
3.7.7. Xác định đường kính làm việc của trcụ vít đùn: 109
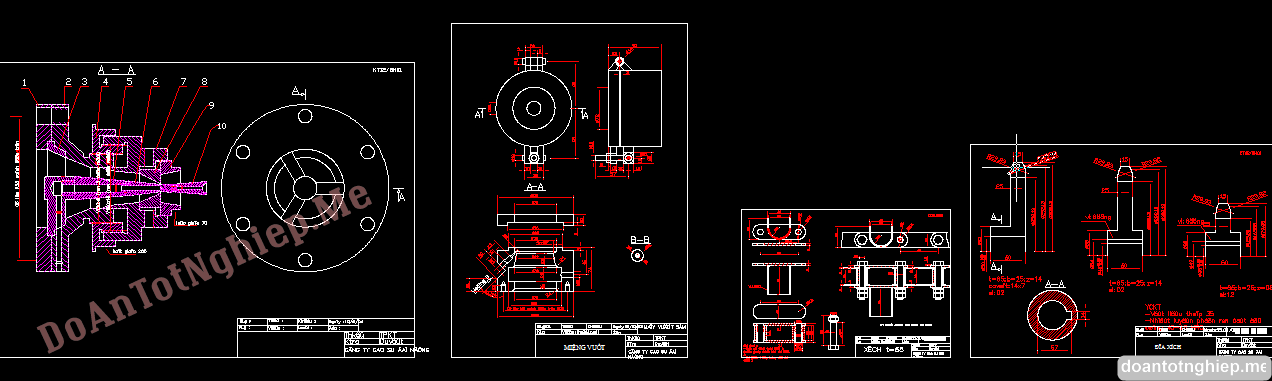
3.7.8. Tính toán khuôn ép: 114
THIEÁT KEÁ HEÄ THOÁNG PHUN BOÄT PHAÁN… 118
4.1. Tìm hiểu chung về bột chống dính: 118
4.2. Quá trình và nguyên tắc chống dính: 118
4.3. Phân tích và chọn phương án thiết kế: 118
4.3.1. Phương án thổi trực tiếp: 118
4.3.2. Phương án hai bình trích: 119
4.3.4. Phương án đĩa quay: 121
4.4. Đánh giá và chọn phương án thiết kế: 122
4.5. Phân tích và tính toán động lực học máy: 123
4.5.3. Thiết kế và tính toán bánh vít: 126
4.5.4. Thiết kế và tính toán trục vít:
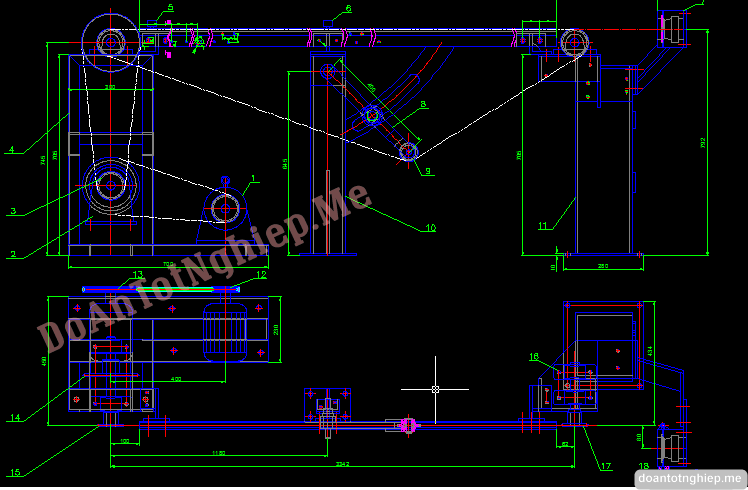
CHÖÔNG 5: THIEÁT KEÁ BAÊNG TAÛI LAØM MAÙT VAØ
VAÄN CHUYEÅN OÁNG SAÊM XE ÑAÏP.
5.1. Tìm hiểu chung về băng tải: 129
5.2.1. Mô hình chung về băng tải hoặc băng chuyền: 130
5.2.2. Phân loại băng tải: 130
5.3.1. Tính chiều rộng băng vải cao su: 132
5.3.2. Tính độ bền băng tải: (số lớp lõi Z): 133
CHÖÔNG 6: THIEÁT KEÁ GIAØN LAØM NGUOÄI
6.1. Vị trí của giàn làm nguội trong dây chuyền sản xuất săm xe đạp: 137
6.2. Tính chọn động cơ điện: 137
6.3. Thiết kế hộp giảm tốc: 138
6.3.2. Định ứng suất cho phép của răng bánh vít: 138
6.3.3. Tính toán tỉ số truyền và chọn số răng của bánh vít và số mối ren của trục vít.
6.3.4. Sơ bộ chọn trị số hiệu suất h và hệ số tải trọng k: 139
6.3.6. Kiểm nghiệm vận tốc trượt, hiệu suất và hệ số tải trọng: 139
6.3.7. Kiểm nghiệm ứng suất uốn của răng bánh vít: 140
6.3.8. Định các thông số hình học: 140
CHÖÔNG 7: THIEÁT KEÁ MAÙY VUOÁT SAÊM… 143
7.1. Tìm hiểu chung về công đoạn vuốt săm: 143
7.3. Tính chọn động cơ điện: 143
7.4. Thiết kế các bộ truyền: 144
7.4.1. Thiết kế bộ truyền đai: 144
7.4.2. Thiết kế bộ truyền xích: 147
7.5. Các cơ cấu và bộ phận trong máy vuốt săm: 149
CHÖÔNG 8: MOÄT SOÁ VAÁN ÑEÀ VEÀ LAÉP RAÙP VAØ BAÛO DÖÔÕNG
AN TOAØN VAØ VAÄN HAØNH.
8.3.1. Bôi trơn hộp giảm tốc: 153
8.3.2. Bôi trơn bộ phận ổ: 153
8.4.2. An toàn phòng cháy chữa cháy: 154
8.4.3. An toàn vận hành máy: 154
Kết luận chung……………………………………………………………………..156
Tài liệu tham khảo…………………………………………………………………157
* LÔØI NOÙI ÑAÀU *
@ & ?
Hiện nay nước ta đang đẩy mạnh công nghiệp hóa, hiện đại hóa để đưa đất nước ta sánh vai với các nước trong khu vực và trên thế giới. Muốn vậy thì các ngành công nghiệp phải không ngừng đẩy mạnh sản xuất, mở rộng nhà máy, xí nghiệp, cải tiến trang thiết bị để nâng cao chất lượng sản phẩm, nhờ chính sách đó, đã đưa đất nước ta phát triển nhanh chóng trong đó có một phần đáng kể đến là ngành sản xuất sản phẩm cao su.
Ở nước ta cũng như tất cả các nước trên thế giới, nhu cầu vận chuyển, giao thông đường bộ ngày càng phát triển mạnh. Vì vậy sử dụng phương tiện xe đạp, xe máy, ôtô là thực trạng đáng quan tâm.
Để đáp ứng nhu cầu thực tế của người tiêu dùng và nền kinh tế, ngành cao su, thiết bị cơ khí cho ra đời sản phẩm cao su không những về số lượng mà còn về chất lượng tốt. Đặt biệt là sản xuất săm xe đạp các loại.
Với yêu cầu thực tế hàng năm rất lớn, để tạo được sản phẩm săm xe đạp nhất thiết phải có thiết bị, máy móc chuyên dùng, đảm bảo yêu cầu sản xuất, yêu cầu công nghệ và môi trường, đó chính là nhiệm vụ của ngành cơ khí.
Để đóng góp một phần vào nhiệm vụ đó, được sự giúp đỡ và hướng dẫn tận tình của thầy giáo ThS Lưu Đức Hoà và các anh, chị cán bộ kỹ thuật ở công ty cổ phần cao su Đà Nẵng(DRC). Em đã nhận nhiệm vụ thiết kế dây chuyền sản xuất săm xe đạp.
Qua thời gian 3 tháng thực hiện nhiệm vụ, nay em đã hoàn thành, nhưng do khả năng và thời gian hạn chế, đồ án của em không tránh khỏi những sai sót, rất mong sự góp ý của thầy cô, bạn bè và các anh chị.
Cuối cùng em xin chân thành cảm ơn thầy Lưu Đức Hoà và các thầy cô trong khoa đã giúp đỡ em hoàn thành đồ án này.
Đà Nẵng, ngày 22 tháng 5 năm 2006
SVTH: TAØO QUANG BAÛNG
CHÖÔNG 1:
CAO SU VAØ COÂNG NGHEÄ SAÛN XUAÁT SAÊM XE ÑAÏP
1.1. Giới thiệu chung về cao su:
1.1.1. Khái niệm:
Cao su là hợp chất cao phân tử mà mạch đại phân tử của nó có chiều dài lớn hơn rất nhiều lần chiều rộng và được cấu tạo từ một hoặc nhiều loại mắt xích có cấu tạo hóa học giống nhau được lặp đi lặp lại nhiều lần.
1.1.2. Tính chất:
Hoạt động hóa học, tính năng kĩ thuật của cao su phụ thuộc vào thành phần hóa học, khối lượng phân tử, sự phân bố khối lượng phân tử và sự sắp xếp tương ứng các mạch đại phân tử trong khối polyme. Độ bền nhiệt của cao su phụ thuộc vào năng lượng liên kết các nguyên tố hình thành mạch chính. Năng lượng liên kết càng cao thì độ bền nhiệt càng lớn, cao su có khả năng làm việc ở nhiệt độ càng cao.
Bảng năng lượng liên kết các nguyên tố có khả năng hình thành mạch chính:
Kí hiệu Năng lượng [ KJ/ mol]
C-C 349
C-O 353
Si- O 454
Si – Si 233
S –S 243 – 260
Cấu tạo mạch phân tử của cao su phụ thuộc vào bản chất các liên kết tạo nên mạch chính. Các liên kết không phân cực hình thành các mạch phân tử có cấu trúc thẳng. Các liên kết phân cực hình thành các mạch phân tử dạng lò xo. Cao su silicon có mạch đại phân tử cấu tạo từ các nguyên tố Silic (Si), Oxi (O) xen kẽ nhau. Do liên kết Si – O có độ phân cực lớn, góc liên kết hóa trị nguyên tố Oxi lớn nên mạch đại phân tử Silicon có cấu trúc dạng lò xo (quanh nó được che đậy bằng các gốc Ankyl).
Lực tác dụng tương hỗ giữa các phân tử, các nhóm thế của mạch đại phân tử mà đại lượng để đánh giá nó là mật độ năng lượng kết dính nội gây ảnh hưởng lớn đến độ tương tác và hòa tan polyme vào các loại dung môi hữu cơ. Mặt khác, phụ thuộc vào lực tác dụng tương hỗ giữa các phân tử đàn tính của vật liệu thay đổi khi thay đổi nhiệt độ.
Polyme chứa các nhóm phân cực lớn ở mạch chính có tác dụng tương hỗ giữa các phân tử lớn thì đàn tính của vật liệu giảm nhanh chóng khi nhiệt độ giảm. Những polyme như vậy có tính nhiệt độ hóa thủy tinh cao. Ngược lại, các polyme không phân cực có lực tác dụng tương hỗ giữa các phân tử nhỏ, mềm dẻo ngay cả khi nhiệt độ thấp. Tính chất của polyme cũng được tổng hợp từ một loại monome như nhau nhưng có thể khác nhau phụ thuộc vào thứ tự, vị trí liên kết để tạo thành mạch đại phân tử và cách sắp xếp chúng trong không gian. Chẳng hạn, khi trùng hợp butadien có thể nhận được 4 loại polyme có cấu trúc điều hòa không gian mà chúng có những đặc trưng lý học, cơ học, và các tính chất hóa học khác nhau:
+ 1,4 Trans poly butadien; 1,2 poly butadiene izotactic; 1,2 poly butadiene sindotactic: là các chất dẻo kết tinh trong quá trình biến dạng, có độ cứng lớn và màu trắng. Từ các loại polyme này có thể sản xuất ra sợi tổng hợp.
+ 1,4 Cis poly butadiene là cao su butadiene được dùng trong công nghiệp chế biến và gia công cao su để sản xuất ra các sản phẩm cao su dân dụng.
Trong khối polyme, các monome có cấu trúc không gian khác nhau, có thể sắp xếp xen kẽ nhau theo một thứ tự nào đó hoặc chúng có thể sắp xếp tự do. Tỉ số giữa các mắt xích sắp xếp theo thứ tự và tổng số các mắt xích trong khối polyme là đại lượng đánh giá mức độ điều hòa không gian của polyme. Polyme có mức độ điều hòa không gian lớn có khả năng kết tinh và chuyển sang trạng thái tinh thể lớn hơn ngay cả trong trường hợp không có biến dạng. Cao su tinh thể và cao su kết tinh trong quá trình biến dạng được đặc trưng bằng độ bền cơ học cao. Tuy nhiên, cùng với tăng của hàm lượng pha tinh thể khả năng bảo toàn tính chất vật lý, đàn tính ở nhiệt độ thấp (giảm). Nhiệt độ hóa thủy tinh của cao su tinh thể cao hơn nhiệt độ hóa thủy tinh của cao su có cùng bản chất hóa học nhưng nằm trong cấu trúc vô định hình.
Khối lượng phân tử dài phân bố khối lượng phân tử của cao su cũng có những ảnh hưởng rất lớn đến tính công nghệ, tính chất cơ lí của vật liệu. Đối với mỗi loại cao su, khi tăng khối lượng phân tử đến một giá trị nào đó, các tính chất cơ lí đều tăng, đặc biệt là độ bền mài mòn và đàn tính của vật liệu. Trong khoảng nhiệt độ, cao su ở trạng thái mềm cao và chảy nhớt. Sự phụ thuộc tính chất công nghệ vào khối lượng phân tử có thể đánh giá qua sự phụ thuộc độ nhớt vật liệu vào khối lượng phân tử theo phương trình:
Trong đó:
: độ nhớt của vật liệu.
: giá trị trung bình khối lượng phân tử của cao su.
: hằng số, nhập các giá trị α = 3;4.
k: hằng số phụ thuộc vào bản chất polyme.
Cùng với sự phát triển của các ngành kĩ thuật khác, yêu cầu kĩ thuật đối với cao su, các sản phẩm cao su cũng khác nhau. Nhu cầu sản xuất ra các loại cao su đáp ứng những yêu cầu kĩ thuật đa dạng là cần thiết. Ngày nay trong kĩ thuật chế biến và gia công cao su sử dụng không những cao su từ một loại monome mà các loại cao su cấu tạo từ các loại monome khác nhau. Những polyme nhận được có trong mạch các mắt xích từ những monome khác nhau được gọi là sopolyme. Sự sắp xếp khác nhau các monome trong mạch đại phân tử tạo cho cao su những tính chất cơ học, lý học, hóa học và các tính chất công nghệ khác. Sopolyme có cấu trúc từ mạch đại phân tử mà các đoạn mạch được hình thành từ một loại monome sắp xếp xen kẽ với các đoạn mạch được hình thành từ một loại monome khác nhau được gọi là block- sopolyme.
nA + mB – (A)x – (B)y – (A)a – (B)b –
Sopolyme mà mạch đại phân tử của nó được hình thành từ các monomer sắp xếp xen kẽ nhau được gọi là sopolyme có cấu trúc điều hòa:
Mạch chính mạch đại phân tử không những chỉ được tạo thành từ các nguyên tử cacbon mà nó còn được tạo thành từ các nguyên tố của nhiều nguyên tố hóa học khác nhau: cao su silicon có mạch đại phân tử cấu tạo từ các nguyên tử silic và oxi sắp xếp xen kẽ nhau:
Mạch đại phân tử cao su có thể chứa liên kết đôi và cũng có thể không chứa các liên kết đôi…Sự khác nhau về cấu tạo hóa học, cấu trúc mạch phân tử đã tạo cho cao su những tính chất cơ, lý, hóa đa dạng khác nhau. Phương pháp phân loại cao su theo những tính chất đặc trưng khác nhau không đáp ứng được yêu cầu của công nghệ. Ngày nay tất cả các loại cao su được phân loại theo nguồn gốc sản xuất và lĩnh vực sản xuất. Cách phân loại này giúp cho nhà công nghệ dễ dàng lựa chọn cao su, định hướng công nghệ chế biến và gia công ra sản phẩm với những yêu cầu kĩ thuật cần thiết.
Tìm hiểu đi sâu về cao su hết sức cần thiết để từ đó người kĩ sư cơ khí có thể có những nhận định tổng quan về máy móc, thiết bị sẽ được chế tạo để đưa vào sản xuất, chế biến và gia công cao su. Phương pháp gia công ra sản phẩm cao su là yếu tố quan trọng có ảnh hưởng đến tính năng kĩ thuật, thời gian sử dụng sản phẩm đó. Thực vậy, trong quá trình sơ hỗn luyện phụ thuộc vào phương pháp hỗn luyện, máy và thiết bị tiến hành hỗn luyện, có thể nhận được hỗn hợp cao su mà mức độ phân tán đồng đều các cấu tử trong nó khác nhau, phụ thuộc vào phương pháp thành hình sản phẩm, định hình sản phẩm (phương pháp lưu hóa) có thể nhận được các sản phẩm cao su có cấu tử ngoại vi phân tử, cấu trúc mạng lưới không gian khác nhau. Để có được sản phẩm cao su với tính năng kỹ thuật cho trước không những lựa chọn các chất phối hợp thích hợp với hàm lượng thích hợp mà còn phải nghiên cứu lựa chọn phương án thiết kế máy móc thiết bị công nghệ tối ưu nhất để chế tạo và từng bước hòan thiện dần công nghệ chế biến và gia công cao su để nâng cao dần chất lượng sản phẩm đáp ứng ngày càng cao nhu cầu thị trường.
1.2. Các loại cao su:
1.2.1. Cao su thiên nhiên:
- Lịch sử phát triển: cao su thiên nhiên được loài người phát hiện và sử dụng vào nửa cuối thế kỷ XVI ở Nam Mỹ. Con người chỉ sử dụng cao su ở mức độ thấp và đến năm 1839 thì loài người phát minh được quá trình lưu hóa chuyển cao su từ trạng thái chảy nhớt sang trạng thái đàn hồi cao bền vững và cao su từ đó được sử dụng để sản xuất ra sản phẩm tăng lên.
Năm 1975 sản lượng cao su thiên nhiên thế giới: 3,5 tr tấn.
Năm 1980 sản lượng cao su thiên nhiên thế giới: 5 tr tấn.
Năm 1990 sản lượng cao su thiên nhiên thế giới: 7,5 tr tấn.
Năm 2000: sản lượng ước đạt gần 10 tr tấn.
- Mủ cao su thiên nhiên: mủ cao su thiên nhiên là nhũ tương trong nước của các hạt cao su với hàm lượng phần khô ban đầu từ 28% đến 40%. Các hạt cao su này vô cùng nhỏ bé và có hình dạng của quả trứng gà, kích thước các hạt từ 0,05 – 3 mm, một gam mũ cao su với hàm lượng khoảng 40% chứa 5.1013 hạt với đường kính trung bình khoảng 0,26.
Mủ cao su chảy từ cây cao su ra có kiềm tính yếu ( PH = 7,2). Sau vài giờ bảo quản trị số PH của mủ cao su giảm dần xuống từ 6,9 6,6 sau đó latec dần dần bị keo tụ.
Thành phần và tính chất của mủ cao su thiên nhiên phụ thuộc vào tuổi của cây, khí hậu, thổ nhưỡng nơi cây phát triển.
Thành phần chính của mủ cao su thiên nhiên cho ở bảng sau:
Tên Thành phần (%)
Nước 52,3 67
Cacbuahydro 37,3 29,5
Poyxacrit 4,2 1,2
Nhựa thiên nhiên 3,4 1,0
Protein 2,70,9
Chất khoáng 0,2 0,4
Mủ cao su thiên nhiên chứa nhiều nước. Để giảm giá thành vận chuyển và tiện sử dụng latec thường được cô đặc.
- Cao su sống: Cao su thiên nhiên được sản xuất từ latec chủ yếu bằng 2 phương pháp: keo tụ mủ cao su và cho bay hơi nước ra khỏi mủ cao su.
Ta giới thiệu sơ đồ dây chuyền sản xuất crepe hong khói từ mủ cao su thiên nhiên:
- Thành phần và cấu tạo của cao su thiên nhiên:
Thành phần của cao su thiên nhiên gồm nhiều nhóm các chất hóa học khác nhau: cacbuahydro (phần chủ yếu), độ ẩm, các chất tách ly bằng axeton, các chất chứa Nitơ mà thành phần chủ yếu của nó là protein và các chất khoáng. Hàm lượng các chất này có thể dao động tương đối lớn và phụ thuộc vào nhiều yếu tố: phương pháp sản xuất, tuổi của cây cao su, cấu tạo thổ nhưỡng, khí hậu nơi cây sinh trưởng và mùa khai thác mủ cây cao su.
Tính chất cơ lý, tính năng kĩ thuật của cao su thiên nhiên được xác định bằng mạch cacbuahydro tạo thành từ các mắt xích izopenten:
Khối lượng phân tử trung bình của cao su thiên nhiên là 1,3.106. Mức độ dao động khối lượng phân tử rất nhỏ (105 2.106)
- Tính chất vật lý của cao su thiên nhiên:
Cao su thiên nhiên ở nhiệt độ thấp có cấu trúc tinh thể. Vận tốc kết tinh lớn nhất được xác định ở nhiệt độ – 250 C. Cao su thiên nhiên kết tinh có biểu hiện rõ ràng lên bề mặt: độ cứng tăng bề mặt vật liệu mờ ( không trong suốt). Cao su thiên nhiên tinh thể nóng chảy ở nhiệt độ 400 C. Quá trình nóng chảy các cấu trúc tinh thể của cao su thiên nhiên xảy ra cùng với hiện tượng hấp thụ nhiệt (17 Kj/ Kg)
Ở nhiệt độ 200C 300 C cao su sống dạng Crepe kết tinh ở đại lượng biến dạng dãn dài là 200%. Tính cách âm của cao su mềm trên cơ sở cao su thiên nhiên được đánh giá bằng vận tốc truyền âm trong đó. Ở nhiệt độ 250C, vận tốc truyền âm trong cao su thiên nhiên là 37m/s. Vận tốc truyền âm giảm khi nhiệt độ hợp phần cao su. Cao su thiên nhiên tan tốt trong các dung môi hữu cơ mạch thẳng, mạch vòng, tetraclorua cacbon và sunfua cacbon.
* Tính chất vật lý của cao su thiên nhiên:
Các tính chất vật lý Giá trị của tính chất
Khối lượng riêng 913 [ kg/m3]
Nhiệt độ hóa thủy tinh -70 [ 0C]
Hệ số giãn nở thể tích 656.10-14 [dm3/0C]
Nhiệt dẫn riêng 0,14 [w/ m0K]
Nhiệt dung riêng 1,88 [ Kj/kg0K]
Nửa chu kỳ kết tinh -250C 2 4h
Thẩm thấu điện môi ở tần số dao động 1000hec ( giây 2,4 2,7 h)
- Tính công nghệ của cao su thiên nhiên:
Trong quá trình bảo quản, cao su thiên nhiên thường chuyển sang trạng thái tinh thể, ở nhiệt độ môi trường từ 250C 300C hàm lượng pha tinh thể trong cao su thiên nhiên là 40%. Trạng thái tinh thể làm giảm tính mềm dẻo của cao su thiên nhiên. Để đánh giá mức độ ổn định các tính chất công nghệ của cao su thiên nhiên trên thương trường quốc tế còn sử dụng hệ số ổn định độ dẻo PRI. PRI được đánh giá bằng tỉ số (%) độ dẻo mềm cao su được xác định sau 30’ đốt nóng ở nhiệt độ 1400C so với độ dẻo ban đầu.
Độ nhớt của cao su thiên nhiên phụ thuộc vào loại chất lượng:
– Cao su thiên nhiên thông dụng độ nhớt ở 1440 C là 95%
– Cao su loại SMR – 50 có độ nhớt là 75%
Để đảm bảo tính chất công nghệ của cao su trong các công đoạn sản xuất, cao su được xử lý bằng sơ luyện đến độ dẻo p = 0,70,8
+ Độ dẻo của cao su thiên nhiên có thể xác định trên máy đo độ dẻo TM-2 của Liên Xô cũ hoặc xác định qua độ nhớt trên máy đo độ dẻo UOLLE (po). Độ dẻo po có quan hệ với độ nhớt theo phương trình:
+ Để đánh giá mức độ ổn định các tính chất công nghệ của cao su thiên nhiên dùng PRI. Hệ số ổn định PRI cho các loại cao su khác nhau thì khác nhau:
– Cao su hong khói mắt sàng loại I: PRI = 80% -90%.
– Cao su hong khói loại SMR – 5: PRI 60%.
– Cao su hong khói loại SMR – 50: PRI 30%.
Hệ số PRI càng cao thì vận tốc hóa dẻo cao su càng nhỏ. Điều đó có nghĩa là cao su có hệ số PRI càng cao thì khả năng chống lão hóa càng cao.
– Để thuận tiện cho quá trình vận chuyển và sử dụng mủ cao su thường được cô đặc lại. Có nhiều phương pháp cô đặc như: ly tâm hay bay hơi tự nhiên, tách lớp, điện ly…bằng các phương pháp cô đặc khác nhau thì nhận được cao su có tính chất và thành phần khác nhau.
– Thông thường cao su thiên nhiên được sản xuất theo sơ đồ công nghệ sau:
CHÖÔNG 2:
CÔ SÔÛ LÍ THUYEÁT VEÀ EÙP ÑUØN CAO SU
2.1. Khái niệm về ép đùn vật liệu:
Ép đùn vật liệu là một trong những phương pháp sử dụng rất phổ biến ở các nhà máy xí nghiệp, nhất là ở các nhà máy sản xuất gạch (nhà máy gạch Đại Hiệp – Quảng Nam, nhà máy sản xuất thức ăn cho tôm, nhà máy cao su…) thì máy ép đùn đóng một vai trò rất quan trọng.
Mỗi nhà máy, xí nghiệp sản xuất mỗi sản phẩm và máy đùn ép các loại vật liệu khác nhau tùy theo sản phẩm của nhà máy. Ở đây ta chỉ xét máy ép đùn vật liệu cao su.
Theo ý nghĩa của nó thì ép đùn được hiểu là tờ chất dẻo ban đầu sau khi qua máy đùn (máy đùn vít xoắn, xilanh đẩy…) ta sẽ thu được sản phẩm liên tục (chất dẻo ban đầu có thể thu được dạng bột hoặc dạng hạt).
* Phương pháp ép đùn cao su:
Cao su là vật liệu vừa dẻo vừa có tính đông đặc tốt, nên muốn tạo được sản phẩm yêu cầu thì phải cần khuôn ép. Muốn qua khuôn ép dễ dàng, cao su cần có độ giãn nhất định và phải có lực ép và cơ cấu ép để đưa cao su qua khuôn ép.
Ép đùn có 3 nhiệm vụ chính:
+ Tách pha lỏng.
+ Làm cho bán thành phẩm có hình dạng xác định.
+ Làm chặt sản phẩm nhằm cải tiến điều kiện vận chuyển với điều kiện giới hạn đề tài, ta chỉ xét 2 trường hợp:
2.1.1. Tách pha lỏng:
– Chất lỏng ở trong sản phẩm ép có thể chia làm chất lỏng tự do và chất lỏng liên kết.
+ Chất lỏng tự do dễ dàng tách khỏi bã khô.
+ Chất lỏng liên kết (dạng phân tử) muốn tách thì phải cung cấp cho nó một năng lượng để khắc phục lực bám dính nhằm làm biến dạng cấu trúc và khắc phục lực cản do khi dịch chuyển chất lỏng, hơn nữa trở lực đó lại tăng lên cùng với sự tăng lực nén.
– Lượng chất lỏng nhỏ nhất có thể chứa trong bã sau một thời gian ép đẳng nhiệt ở áp suất không đổi sẽ được gọi theo qui ước độ ẩm cân bằng, và hông ở cùng điều kiện nhiệt độ, áp suất như nhau chất lỏng này có thể hấp thụ một chất nào đó tốt hơn chất kia. Chính nhờ đó mà ta dùng phương pháp ép để tách pha lỏng một cách dễ dàng.
2.1.2. Ép định hình:
+ Để tăng độ bền cho vật thể rời ta dùng phương pháp ép (nén chặt) trong không gian kín, dưới tác dụng của áp suất bên ngoài cho đến khi thu được một khối có độ chặt và nó không thể tự tách rời nhau được.
+ Khi ép cần có kèm theo sự nghiền nát và sự di chuyển tương đối giữa các chất và có sự trộn lẫn nhau. Do đó, xảy ra sự biến dạng dẻo và biến dạng đàn hồi. Những yếu tố quyết định quá trình ép sản phẩm phân tán có thể chia thành 2 nhóm:
– Môđun ép: đặc trưng cho khả năng của sản phẩm khi bị nén chặt dưới tác dụng của áp suất (bỏ qua tổn thất do ma sát), yếu tố này không đổi và phụ thuộc vào loại sản phẩm, cấu trúc và kích thước của các hạt thành phần.
– Hệ số áp suất bền: là tỉ số giữa áp suất mặt bên của vật liệu ép với áp suất tác dụng thẳng đứng.
– Độ ẩm, nhiệt độ, thành phần, và kích cỡ của hạt sản phẩm.
– Áp suất riêng.
– Ma sát giữa sản phẩm và dụng cụ ép, đại lượng này phụ thuộc vào thành phần, tính chất của sản phẩm và trạng thái bề mặt của dụng cụ ép.
– Hình dáng bánh ép, dụng cụ ép và tương quan kích thước của nó.
– Chế độ ép có thể là ép chu kỳ hoặc ép liên tục.
– Hệ số bề mặt của vật liệu ép trực tiếp chịu áp suất ép, phụ thuộc vào số bề mặt trực tiếp mà quá trình ép có thể tiến hành được, hệ số cụ thể như sau:
+ Một mặt: áp suất nén chặt tác dụng vào một bề mặt của vật liệu ép
+ Hai mặt: áp suất nén chặt tác dụng lên 2 bề mặt đối diện của vật liệu ép
+ Nhiều mặt: áp suất nén chặt tác dụng lên 3 đến 6 mặt của vật liệu ép
Hệ số nén chặt đối với tiết diện ép là không đổi được xác định theo công thức:
Với Y: khối lượng toàn thể tích vật ép (kg).
Yn: khối lượng thể tích cốt vật chất (kg).
Đặc trưng cơ bản của quá trình đông và liên kết của vật liệu là sự phụ thuộc giữa sự tăng áp suất và hệ số nén chặt của vật chất.
Nói chung ép 2 phía sẽ giảm được áp suất ép từ 10 đến 20% so với ép một phía. Ép 2 phía sẽ thu được sản phẩm theo chiều cao đồng đều hơn, cải tiến được nhiều về chất lượng sản phẩm.
2.2. Cơ sở lí thuyết về ép đùn vật liệu (cao su):
Ép đùn vật liệu là một quá trình phức tạp, gồm rất nhiều yếu tố. Mỗi yếu tố tác động đến quá trình ép khác nhau và mang đặc trưng khác nhau. Ở đây ta chỉ xét các yếu tố chính trong quá trình ép đó là: hệ số lèn chặt , hệ số rỗng, áp suất ép P (KG/m3), hệ số ma sát f, chiều cao bánh ép h (cm), năng suất lý thuyết của máy ép Qlt (kg/h), công suất yêu cầu của máy N (Kw).
2.2.1. Hệ số lèn chặt b:
Thể hiện khả năng nén chặt vật liệu của máy với một lượng vật liệu và áp suất nhất định.
2.2.2. Hệ số rỗng e:
Là tỉ số giữa thể tích chất lỏng và phần khí với thể tích khô, được xác định theo công thức sau:
Trong đó:
VLg: thể tích chất lỏng.
Vkhí: thể tích chất khí.
Vk: thể tích chất khô.
Ngoài ra, hệ số lèn chặt quan hệ với hệ số rỗng bằng tương quan:
2.2.3. Áp suất ép P: (KG/cm3).
Áp suất ép phụ thuộc vào rất nhiều yếu tố: nhiệt độ, hệ số ma sát, chiều cao bánh ép…đặc biệt chiều cao của bánh ép. Nó được thể hiện bởi đồ thị sau:
Đối với máy ép bằng trục vít đùn thì sự phụ thuộc của áp suất vào chiều dài trục vít đùn được thể hiện như sau:
2.2.4. Hệ số ma sát f:
Hệ số ma sát f phụ thuộc rất nhìêu yếu tố: vật liệu, nhiệt độ, điều kiện làm việc. Trong quá trình ép đùn, hệ số ma sát f phụ thuộc vào áp suất thể hiện như sau:
2.2.5. Lực chiều trục:
Nghiên cứu quá trình vận chuyển vật liệu trong buồng xoắn ta được phản lực đối với chiều trục như sau:
Ptr = (KG) [1]
Trong đó:
Ptr: lực chiều trục (KG).
Pe: là áp suất ép (KG/cm2).
D: đường kính buồng ép (cm).
Thiết kế dây chuyền sản xuất ống săm xe đạp
No comments:
Post a Comment