Xây dựng quy trình công nghệ hàn để chế tạo kết cấu cho dầm cầu trục luôn chịu tải trọng khi làm việc


Mô tả đồ án: Gồm các file như ảnh trên
Giá: 400.000vnđ – Mã số: doantotnghiep.me_H000027
Tải đồ án
MỤC LỤC
Trang
Lời nói đầu ………………………………………………………………………………….3
Phần I : Phân tích kết cấu ………………………………………………………………….6
Phần II : Chọn vật liệu chế tạo kết cấu …………………………………………………..10
Phần II : Quy trình chế tạo chi tiết ……………………………………………….………11
Phần IV : Chọn phương pháp hàn ……………………………………………………….29
Phần V : Chọn vật liệu hàn ……………………………………………………………….30
Phần VI : Chọn thiết bị hàn ………………………………………………………………32
Phần VII : Chọn mối hàn và liên kết hàn thực hiện ……………………………………34
Phần VIII : Tính toán chế độ hàn ………………………………………………………..35
Phần IX : Xác định thành phần hóa học và kiểm tra cơ tính của mối hàn …………….45
Phần X : Lập quy trình hàn để hàn các kết cấu …………………………………………54
Phần XI : Chế tạo đồ gá hàn kết cấu …………………………………………………….55
Phần XII : Chọn phương pháp kiểm tra kết cấu ………………………………………..55
Kết luận ……………………………………………………………………………………57
Tài liệu tham khảo ………………………………………………………………………..58
ĐỒ ÁN MÔN HỌC CÔNG NGHỆ HÀN NÓNG CHẢY
Người thực hiện : Nguyễn Tiến Mạnh – Phạm Quốc Mạnh Lớp : HK5
Tên đề tài:
Xây dựng quy trình công nghệ hàn để chế tạo kết cấu cho như hình vẽ.
- Nội dung phải hoàn thành:
- Lời nói đầu.
- Phân tích kết cấu cần chế tạo.
- Chọn vật liệu chế tạo kết cấu.
- Quy trình công nghệ chế tạo các chi tiết.
- Chọn phương pháp hàn.
- Chọn vật liệu hàn.
- Chọn liên kết hàn.
- Tính toán chế độ hàn.
- Xác định thành phần hoá học và kiểm tra cơ tính mối hàn.
- Lập quy trình công nghệ hàn để chế tạo kết cấu.
- Chế tạo đồ gá để hàn kết cấu (nếu cần thiết).
- Chọn phương pháp kiểm tra.
- Kết luận.
- Mục lục
- Các bản vẽ phải thực hiện:
- Bản vẽ chế tạo chi tiết.
- Bản vẽ khai triển (nếu có).
- Bản vẽ quy trình công nghệ.
Giáo viên hướng dẫn Ngày giao đề tài:
Ngày hoàn thành:
LỜI NÓI ĐẦU
Nước ta phát triển kinh tế xuất phát từ một nền nông nghiệp lạc hậu muốn phát triển được kinh tế thì ta phải tiến hành CNH-HĐH để nền kinh tế phát triển.
Hiện nay trong công cuộc CNH-HĐH của đất nước . Nước ta đang phát triển mạnh mẽ với việc ưng dụng thành tưu về KHKT vào vào sản xuất nông nghiệp, công nghiệp …
Trong nền kinh tế đó phải sử dụng nhiều đến máy móc ,máy móc giúp con người giảm bớt đi lao động bằng chân tay nặng nhọc. Vì vậy ngành điện công nghiệp, ngành cơ khí động lục, ngành công nghệ chế tạo máy có vai trò vô cùng to lớn trong công cuộc xây dựng và phát triển đất nước và chúng ta cũng phải kể đến những đóng góp không nhỏ của ngành hàn.
Trong thực tế sản xuất ở đâu chúng ta cũng thấy nghề hàn ở cả thành thị và nông thôn, ngành hàn có ứng dụng rất nhiều trong sản xuất. Cũng như nhiều ngành khác trong các trường Đại Học Kỹ Thuật sau khi học song phần lý thuyết về ngành hàn thì sinh viên phải bước sang giai đoạn thiết kế tính toán ra những kết cấu băng phương pháp hàn với các phương pháp tối ưu sẽ có ý nghĩa rất to lớn cả về mặt kinh tế lẫn kỹ thuật. Để làm quen với công việc thiết kế và để củng cố kiến thức đã học ở trường. Ứng dụng nó để giải quyết những vấn đề trong cuộc trong thực tế sản xuất sau một thời gian học tập và nghiên cứu tại trường ĐHSPKT Hưng Yên, cũng như các ngành nghề khác trong trường đang đào tạo chúng em được giao các đề tài hàn các kết cấu. Việc tính toán thiết kế ra những công nghệ hợp lý tối ưu nhất nhằm làm thoả mãn về những yêu cầu kinh tế và yêu cầu kỹ thuật thì đòi hỏi người thiết kế phải không ngừng tìm tòi và nghiên cứu và sáng tạo trong công việc thiết kế. Nhưng đây mới là lần đầu bắt tay với công việc với việc áp dụng kiến thức, thực tế vẫn chưa được nhiều và tài liệu tham khảo còn hạn chế do đó không thể tránh những bỡ ngỡ trong việc thực hiện đề tài này.Cho dù đã cố gắng hết mức trong quá trình làm đồ án nhưng do kiến thức còn hạn chế lại mới làm quen với công việc rất mới là thiết kế nên khoong tránh khỏi những sai sót.Vì vậy em kính mong sự chỉ dẫn giúp đỡ và đónh góp ý kiến của các thầy cô giáo và bạn bè đồng nghiệp để đề tài của em được hoàn thiện hơn.Qua đó giúp em giảm bớt được những thiếu sót khi thực hiện làm đề tài .
Em xin chân thành cảm ơn thầy ĐINH VĂN BÂN đã tận tinh hướng dẫn em trong việc hoàn thành đề tài này,mọi ý kiến đóng góp của thầy cô và bạn bè đồng nghiệp là cơ sơ để giúp em hoàn thành tốt hơn đề tài này.
Xin chân thành cảm ơn !
Hưng yên ngày … tháng … năm …
Sinh viên
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN
………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………….
…………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………… ……………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………
Giáo viên hướng dẫn
Phần I. PHÂN TÍCH KẾT CẤU
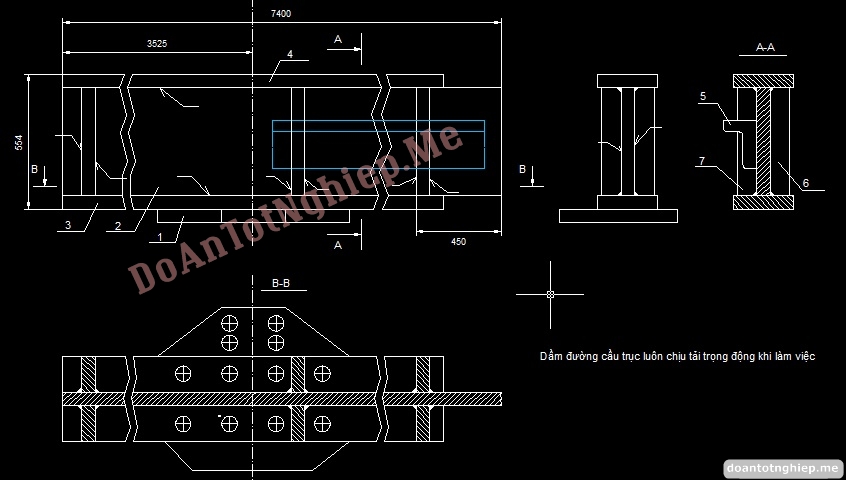
Dầm đường cầu trục khi làm việc luôn luôn chịu tai trọng động gồm có 7 chi tiết, các chi tiết được liên kết với nhau bằng các mối hàn. Và các mối hàn phải đảm bảo yêu cầu:
+Các mối hàn phải đảm bảo về hình dáng và kích thước.
+Phải đảm bảo độ bền chắc trong khi làm việc.
+Đảm bảo mối hàn không bị nứt nóng, nứt nguội trong khi làm việc ở nhiệt độ cho phép.
+Phải đảm bảo mối hàn không bị ăn mòn, hoen rỉ khi làm việc.
*)Phân tích kết cấu
1/ Chi tiết số 1: Đế
Có hình dạng kích thước như hình vẽ
+ Số lượng có 01 chi tiết
+ với chức năng níu giữ dầm với vật khác ,
+ở trong kết cấu chi tiết số 1 (đế) được ghép với chi tiết số 3 (bụng) bằng mối ghép bulông đai ốc (cụ thể là 8 chiếc).
2/ chi tiết số 02: bụng
Bụng là một trong những chi tiết chình của dầm.
Chi tiết số 02 có hình dạng và kích thước như hình vẽ.
+ Số lượng : 01 chi tiết
+ Chi tiết được chế tạo bằng thép tấm ,đây là bụng của dầm là bộ phận chịu lực chình của dầm, luôn làm việc ở tải trọng lớn. chi tiết số 2 có dạng hình chữ nhật với kích thước là 7400×530 (mm) cùng với chiều dầy là 10(mm)
+ Chi tiết số 2 được lắp ghép với các chi tiết số 3,4,5,6,7 bằng mối hàn góc.
3/ Chi tiết số 03: bản cánh dưới
Có hình dáng và kích thước như hình vẽ:
+ Số lượng : 01 chi tiết
+ Chi tiết 03 được chế tạo từ thép tấm có dạng hình chữ nhật có kích thước là 7280×190(mm) cùng với chiều dài là S =12(mm)
+ chi tiết số 03 dược lắp ghép với chi tiết số 01 bằng mối ghép bulong đai ốc và được ghép với các chi tiết 02 ,06 và 07 bằng mối hàn .
4/ Chi tiết số 04: cánh trên
Có hình dạng và kích thước như hình vẽ:
+ Số lương 01 chi tiết : đây là nơi để gắn đường ray cho tời , là một trong những chi tiết quan trọng nhất của dầm, chịu tải trọng lớn
+ Chi tiết 04 được chế tạo từ thép tấm có dạng hình chữ nhật có kích thước là 7280×190(mm) cùng với chiều dài là S =12(mm)
+ Chi tiết 04 được lắp ghép với tiết số 02 và 06 bằng mối ghép hàn góc .
5/ chi tiết số 05: dầm đỡ phụ
Có hình dạng và kích thước như hình vẽ :
+ Số lượng :01 chi tiết , được chế tạo từ thép cán.
+Dầm phụ là nơi dung để gắn đường ray cho tời phụ (nhỏ hơn tời chính). Nó cõng là chi tiết giúp bụng 02 được vững chắc hơn => tăng sức chịu tải cho dầm.
+ Chi tiết số 05 được lắp ghép với chi tiết số 02 và 07 bằng mối hàn góc với chu vi khép kín
6/ chi tiết số 06: Gân tăng cứng
Có hình dạng và kích thước như hình vẽ.
+ Số lượng :4 chi tiết
+ Được chế tạo từ thép tấm có tác dụng chống giữa chi tiết số 04 và chi tiết số 03 tạo liên kết
=> tăng tính bền vững cho kết cấu.
+ làm việc trong điều kiện tải trọng đông , lớn.
+ Chi tiết số 06 được ghép với chi tiết số 02 .03 và 04 bằng mối hàn góc chữ T.
7/ Chi tiết số 07 (gân tăng cứng)
Có hình dạng và kích thước như hình vẽ:
+ Số lượng : 02 chi tiết
+ Được chế tạo từ thép tấm, có tác dụng chính là đỡ dầm phụ 05.
+ Chi tiết số 07 được lắp ghép với chi tiết số 03, 05 và 02 bằng mối hàn góc
Phần II: CHỌN VẬT LIỆU CHẾ TẠO KẾT CẤU
+ Kết cấu ở đây là dầm cầu trục đường bộ. Như chúng ta đã biết dầm cầu trục đường bộ được chế tạo từ nhiều chi tiết (07 chi tiết), trong đó mỗi chi tiết có các chức năng và điều kiện làm việc là khác nhau dẫn đến phải căn cứ vào các yêu cầu kĩ thuật của kết cấu và điều kiện làm việc của từng chi tiết khác để chọ vật liệu cơ bản chế tạo kết cấu sao cho hợp lý nhất. Tức là vừa đảm bảo chất lượng tốt, đảm bảo chế tạo có năng suất cao hay vật liệu đó đảm bảo cả hai chỉ tiêu tính kinh tế và yêu cầu kỹ thuật.
+ Các chi tiết thường được chế tạo từ hai vật liệu chính là loại các chi tiết được chế tạo từ vật liệu tấm ,thép cán và được chế tạo bằng phương pháp cắt uốn, cán…
+ Vì dầm cầu trục làm việc luôn luôn chịu tải trọng động vì vậy các chi tiết phải được chế tạo từ các vật liệu đạt được các yêu cầu sau:
-Vật liệu chế tạo phải có độ bền cao, tính dẻo tốt.
-Có khả năng chống ăn mòn hóa học trong điều kiện thường, vật liệu hàn phải có tính hàn tốt (VD: thép các bon chất lượng thường: CT3, CT38, BCT38)
-Chất lượng mối hàn phải đảm bảo các yêu cầu kỹ thuật là: không bị nứt, không bị rỗ xỉ, rỗ khí.
-Phải đảm bảo về kinh tế trong quá trình chế tạo và quá trình hàn.
Do đó phải dung thép có hàm lượng cacbon thấp vì đây là vật liệu có tính hàn tốt . Từ những yêu cầu trên ta chọn thép BCT38 (theo TCVN) hay thép BCT3C (OCT 380-71) với thành phần hoá học được tra theo bảng 1-III trang 219 sách HDĐAMH như sau :
| Kí hiệu mác thép | Thành phần hoá hoc(%) | ||||
| C | Mn | Si | P | S | |
| BCT38 | < 0,04 | <0,05 | |||
Về cơ tính của thép BCT38 ta tra bảng 2-III trang 221 sách HDĐAMH.
có bảng sau:
| Kí hiệu mác thép | Chiều dầy (mm) | Độ bền | Giới hạn cháy () độ | Độ dãn dài tương đối |
| BCT38 |
Phần III. QUY TRÌNH CHẾ TẠO CHI TIẾT
III.1. Chi tiết số 01 (được chế tạo từ thép tấm bằng phương pháp cắt bằng khí oxy-axêtylen)
+ Số lượng có 01 chi tiết
+ Được gia công từ thép tấm.
*/ các bước chế tạo chi tiết:
– Bước 1: lấy dấu
+ khi lấy dấu phải đảm bảo độ chính xác để tạo điều kiện thuận lợi cho quá trình cắt sau này.
Vì vật liệu có chiều dầy là:S = 10(mm), khi cắt phôi ta chọn bề rộng rãnh cắt là 3,5(mm).Theo bảng 57g trang 242 sách cẩm nang hàn
Kích thước vạch dấu của chi tiết = Kích thước thực của chi tiết + Lượng dư gia công.
Lượng dư gia công = Bề rộng rãnh cắt + Lượng dư gia công tiếp theo.
lương dư gia công tiếp theo thường lấy = 1(mm).
Từ đó ta có kích thước vạch dấu như sau:
310 + 2(+1) =315,5 (mm)
390 + 2( + 1) =395,5 (mm) ( do ta cắt ngay tại chỗ vạch dấu).
150 + 2( +1) =155,5 (mm)
400 + 2( +1) =405,5 (mm)
Từ tấm thép phôi đã được gia công để các cạnh vuông góc với nhau ta dùng thước lá, thước vuông và vạch dấu ta thu được hình vạch dấu :
– Bước 2 cắt khí
Để cắt phôi như hình mà ta vừa mới vạch dấu bằng phương pháp cắt với khí oxy-axêtylen với chế độ cắt ta tra theo bảng 57g trang 242 sách Cẩm nang hàn:
+ Chiều dầy tấm(mm): 10 mm
+ áp suất oxy (kg/cm): 3,5 mm
+ Cỡ đầu ngoài: 1
+ Cỡ đầu trong: 1
+ Tốc độ cắt(mm/phút): 540-550
+ Chiều rộng cắt (mm): 3,5
Áp suất của khí cháy được xác định trong sách Cẩm Nang Hàn trang 242 ở bảng 57g là: P = 0,01 0,5 (KG/cm), và khoảng cách tối ưu giữa đầu mỏ cắt khí và bề mặt vật cần cắt là (3 4) (mm) được tra theo bảng ở sách Cẩm Nang Hàn trang 200:
Chiều dầy tấm (mm): 1025
Khoảng cách (mm): 34
Để cắt đường bao ngoài là đường thẳng ta dùng máy cắt khí con rùa có đường ray dẫn hướng là đường thẳng. Trước khi tiến hành cắt thì ta dùng ngọn lửa mạnh để nung nóng sơ bộ mép cắt và đồng thời làm sạch mép cắt đó. Sau đó tiến hành cắt theo đường vạch dấu trước đó, sau khi cắt song các đường thẳng đó ta tiến hành gia công cơ bề mặt các mép cắt đó bằng máy phay di động chuyên dùng với đường thẳng bao ở bên ngoài của chi tiết .Sau khi gia công thì đạt được kích thước như như mong muốn.
– Bước 3: khoan lỗ
Sau khi cắt nằm ngang vạch dấu lấy đường tâm dọc (đường AA’) vạch dấu ta kẻ về mỗi ben của AA’ 2 đường thẳng song song với AA’ mm và mm ta thu được các đường thẳng d1,d2, t1 và t2 (như hình vẽ)
Từ đáy lớn của chi tiết( có chiều dài= mm) ta kẻ các đường thẳng song song và cách các khoảng lần lượt là 125, 100,60,60mm các đường thẳng cắt d1,d2,t1,t2 tại đâu thì đó chính là các vị trí khoan .
+ khoan:
Trước khi khoan cần gá đặt chi tiết và cần có đồ gá chống tâm sau đó ta khoan mồi với lỗ khoan 16
Cuối cùng là dùng máy khoan để khoan với lỗ khoan 20 ta thu được chi tiết số 1 như hình vẽ.
III.2/ Chi tiết số 02 : bụng (được chế tạo từ thép tấm bằng phương pháp cắt bằng khí oxy-axêtylen ).
Chi tiết số 02 có dạng hình chữ nhật có chiều dày S=12mm kích thước 530 x 7400 số lượng là 01 chi tiết.
*/ Các bước chế tạo chi tiết:
– Bước 1: lấy dấu
+ Khi lấy dấu phải luôn đảm bảo độ chính xác để tạo điều kiện thuận lợi cho quá trình cắt sau này.
+ Vì vật liệu có chiều dầy là S = 10(mm) khi cắt ta chọn bề rộng rãnh cắt là 3,5 (mm) theo bảng 57g trang 242 sách Cẩm Nang Hàn.
+ Kích thước vạch dấu của chi tiết = Kich thước thực của chi tiết + Lượng dư gia công.
+ Lượng dư gia công = Bề rộng rãnh cắt + Lượng dư gia công tiếp theo
( thường thì lượng dư gia công tiếp theo lấy = 1(mm).
Do đó ta có kích thước vạch dấu như sau :
+ Chiều dài = 7400 + 2(+ 1 ) = 7405,5 (mm)
+ Chiều rộng = 530+ 2(+1) (mm) =535,5 (mm)
Từ tấm thép phẳng BCT38 (theo TCVN) đã được gia công để các cạnh vuông góc với nhau ta dùng thước lá, thước vuông và mũi vạch dấu ta tiến hành vạch dấu hình chữ nhật có kích thước là : 7405,5×535,5 (mm).
song song với 2 cạnh của tấm thép ban đầu. Sau khi cắt còn bavia ta tiến hành gia công cơ để loại bỏ hết bavia đó
mài bavia đến khi còn lượng dư là 1mm thì thôi.
Hình vạch dấu :
– Bước 2 : cắt khí
Để cắt được phôi có dạng và kích thước như hình đã vạch dấu ở trên và phôi có chiều dầy là 10(mm) thì ta dùng phương pháp cắt bằng khí với khí dùng để cắt là khí oxy-axêtylen, với chế độ cắt được tra theo bảng 57g trang 202 sách Cẩm Nang Hàn.
+ Chiều dầy tấm (mm) 10
+ áp suất oxy (kg/cm2) 3,5
+ Cỡ đầu ngoài 1
+ Cỡ đầu trong 1
+ Tốc độ cắt (v/p) 540550
+ Chiều rộng mép cắt (mm) 3
áp suất của khí cháy theo bangr 57g trang 202 sách Cẩm Nang Hàn là:
P = 0,01 0,5 (KG/cm).
Khoảng cách tối ưu giữa đầu mỏ cắt và bề mặt vật cắt tra theo trang 240 sách Cẩm Nang Hàn ta có:
Chiều dầy (mm) 10
Khoảng cách (mm) 34
Để cắt đường bao ngoài của hình chữ nhật mà ta mới vạch dấu là đường thẳng thì ta dùng máy cắt con rùa có đường day dẫn hướng là đường thẳng . Trước khi tiến hành cắt ta dùng ngọn lửa mạnh để nung nống sơ bộ mép cắt và đồng thời làm sạch mép cắt đó . sau đó tiến hành cắt theo đường vạch dấu đó , sau khi cắt xong các đường thẳng đó ta tiến hành gia công cơ bề mặt mép cắt với đường thẳng ở bên ngoài chi tiết .
Sau khi gia công ta thu đuợc kích thước như mong muốn
III.3/ Chi tiết số 04: bản cánh trên (được chế tạo từ thép tấm bằng phương pháp cắt bằng khí oxy-axêtylen ).
Chi tiết số 04 có dạng hình chữ nhật có chiều dày S=12mm kích thước 7280×190 số lượng là 01 chi tiết.
Kích thước của chi tiết:
*/ Các bước chế tạo chi tiết:
– Bước 1: lấy dấu
+ Khi lấy dấu phải luôn đảm bảo độ chính xác để tạo điều kiện thuận lợi cho quá trình cắt sau này.
+ Vì vật liệu có chiều dầy là S = 12(mm) khi cắt ta chọn bề rộng rãnh cắt là 3,5 (mm) theo bảng 57g trang 242 sách Cẩm Nang Hàn.
+ Kích thước vạch dấu của chi tiết = Kich thước thực của chi tiết + Lượng dư gia công.
+ Lượng dư gia công = Bề rộng rãnh cắt + Lượng dư gia công tiếp theo
( thường thì lượng dư gia công tiếp theo lấy = 1(mm).
Do đó ta có kích thước vạch dấu như sau :
+ Chiều dài = 7280 + 2(+ 1 ) = 7285,5 (mm)
+ Chiều rộng = 190+ 2(+1) (mm) =195,5 (mm)
Từ tấm thép phẳng BCT38 (theo TCVN) đã được gia công để các cạnh vuông góc với nhau ta dùng thước lá, thước vuông và mũi vạch dấu ta tiến hành vạch dấu hình chữ nhật có kích thước là : 7285,5×195,5 (mm).
song song với 2 cạnh của tấm thép ban đầu.
Sau khi cắt còn bavia ta tiến hành gia công cơ để loại bỏ hết bavia đó
mài bavia đến khi còn lượng dư là 1mm thì thôi.
Hình vạch dấu :
– Bước 2 : cắt khí
Để cắt được phôi có dạng và kích thước như hình đã vạch dấu ở trên và phôi có chiều dầy là 12(mm) thì ta dùng phương pháp cắt bằng khí với khí dùng để cắt là khí oxy-axêtylen, với chế độ cắt được tra theo bảng 57g trang 202 sách Cẩm Nang Hàn.
+ Chiều dầy tấm (mm) 12
+ áp suất oxy (kg/cm2) 3,5
+ Cỡ đầu ngoài 1
+ Cỡ đầu trong 1
+ Tốc độ cắt (v/p) 540550
+ Chiều rộng mép cắt (mm) 3,5
áp suất của khí cháy theo bangr 57g trang 202 sách Cẩm Nang Hàn là:
P = 0,01 0,5 (KG/cm).
Khoảng cách tối ưu giữa đầu mỏ cắt và bề mặt vật cắt tra theo trang 240 sách Cẩm Nang Hàn ta có:
Chiều dầy (mm) 12
Khoảng cách (mm) 34
Để cắt đường bao ngoài của hình chữ nhật mà ta mới vạch dấu là đường thẳng thì ta dùng máy cắt con rùa có đường day dẫn hướng là đường thẳng . Trước khi tiến hành cắt ta dùng ngọn lửa mạnh để nung nống sơ bộ mép cắt và đồng thời làm sạch mép cắt đó . sau đó tiến hành cắt theo đường vạch dấu đó , sau khi cắt xong các đường thẳng đó ta tiến hành gia công cơ bề mặt mép cắt với đường thẳng ở bên ngoài chi tiết .
Sau khi gia công ta thu đuợc kích thước như mong muốn.
III.4 Chi tiết số 03: bản cánh dưới(được chế tạo bằng phương pháp cắt khí
oxy-axetylen và khoan ).
- Số lượng 01 chiếc
- Được chế tạo từ thép tấm.
Có kích thước như hình vẽ:
Dầm cầu trục luôn chịu tải trọng khi làm việc
No comments:
Post a Comment